







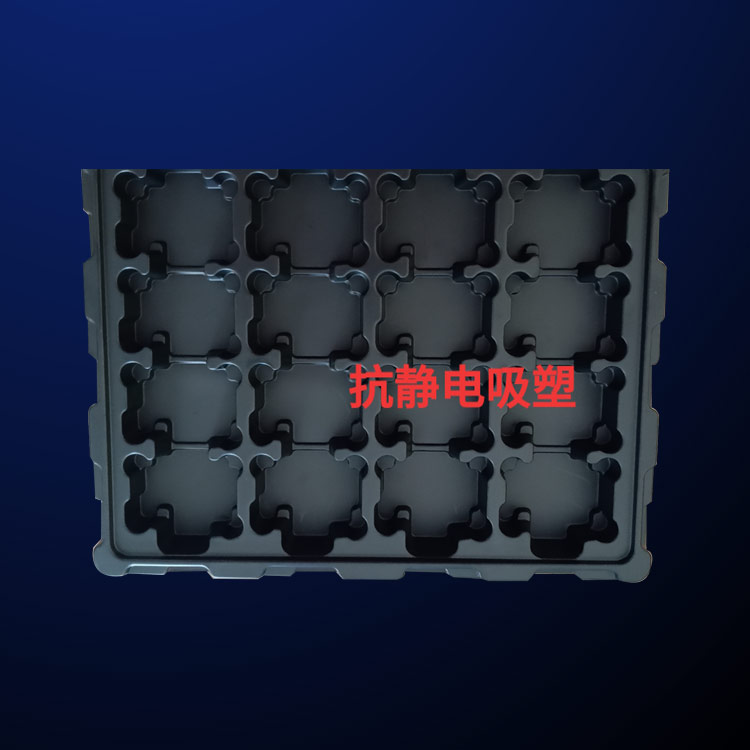
吸塑包裝的(de)常見問題制(zhì)品模具介紹(shào) 雖然我們在(zai)生活中經常(cháng)需要用到吸(xī)塑包裝,但相(xiang)信很多人對(duì)它還是有很(hěn)多疑問的,比(bǐ)如下面的問(wen)題! 1.什麽是吸(xi)塑卡包裝? 吸(xi)卡包裝是指(zhi)泡罩用吸塑(su)油熱封在紙(zhǐ)卡表面,常用(yong)于超市的電(diàn)池包裝。其特(tè)點是需要吸(xī)塑密封設備(bei)将産品密封(fēng)在紙卡和泡(pao)罩之間。 2.什麽(me)是雙泡罩包(bāo)裝? 雙泡罩包(bāo)裝是指紙卡(ka)和産品用兩(liǎng)個泡罩包裝(zhuang)在一起的包(bāo)裝形式,其特(te)點是雙泡罩(zhào)需要封邊,效(xiào)率低,包裝成(chéng)本高吸塑包(bāo)裝,但邊緣整(zheng)齊美觀,産品(pin)外觀高。 3.他們(men)叫什麽半泡(pao)罩包裝? 半泡(pao)罩包裝的完(wán)整含義是産(chǎn)品半中暴露(lu)的雙泡罩包(bāo)裝是指紙卡(ka)和産品用兩(liang)張泡罩片包(bāo)裝在一起,但(dàn)産品部分暴(bao)露在泡罩片(piàn)外面的包裝(zhuang)形式,适用于(yú)長産品。 其特(tè)點是需要用(yòng)剪刀将泡罩(zhao)産品的外露(lu)部分手工剪(jian)斷,然後将雙(shuāng)泡罩産品的(de)邊緣封好。效(xiao)率低,包裝産(chǎn)品成本高,但(dàn)視覺效果好(hǎo),能滿足用戶(hu)從市場上挑(tiao)選商品時直(zhí)接觸摸産品(pin)的需求。




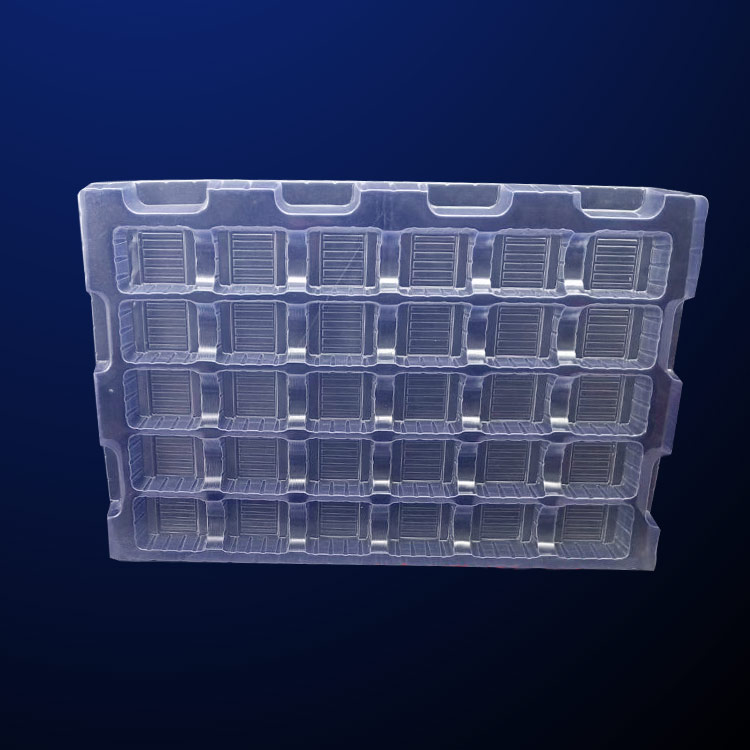
吸塑包裝盒(he)缺陷原因及(jí)類型介紹 吸(xī)塑包裝盒缺(quē)陷産生的原(yuán)因無非是厚(hòu)度不均、拉線(xiàn)、晶點、水線或(huò)氣泡。下面是(shì)一個小系列(lie)來說明原因(yin)和解決方法(fǎ)。 ①吸塑包裝盒(he)厚度不均勻(yún),共3點造成。diyi個(ge)是上架的問(wèn)題,就是你把(bǎ)材料放到機(ji)器上的時候(hou),調整位置很(hěn)重要。一旦放(fàng)置不規則或(huo)錯位,會造成(cheng)吸塑包裝盒(hé)厚度不均勻(yun)。這就要求我(wǒ)們在上架的(de)時候要注意(yi)座椅的調整(zheng)。其次,在制造(zao)過程中,闆材(cái)的厚度可能(neng)沒有得到适(shì)當的調整,導(dǎo)緻厚度不均(jun1)勻。這需要你(ni)有一個高質(zhì)量的闆材供(gong)應商。第三,和(hé)溫度有關。不(bú)同的材料需(xū)要不同的溫(wen)度。假設溫度(dù)沒有調整到(dao)合适的溫度(dù),很容易使吸(xī)塑包裝盒的(de)厚度不均勻(yún)吸塑包裝。這(zhe)需要有經驗(yàn)的機器調整(zheng)大師來解決(jué)問題。 ②吸塑包(bao)裝盒上有拉(lā)線。拉絲的原(yuán)因主要與吸(xī)塑機模具結(jie)構的合理性(xìng)和質量有關(guān),在某些程度(du)上也與吸塑(sù)機的操作和(hé)材料上架時(shi)的擠壓有關(guān)。解決辦法就(jiù)是找一家高(gao)質量的吸塑(sù)模具廠家合(he)作,上架材料(liào),調機的時候(hòu)稍微注意一(yī)下。 ③吸塑包裝(zhuāng)盒上有一個(gè)晶點。産生結(jie)晶點的主要(yao)原因是材質(zhi)問題。如果用(yong)的是劣質材(cai)料,那是正常(cháng)現象。好的材(cái)料如果有這(zhe)個問題,可以(yi)直接去找闆(pan)材供應商。肯(kěn)定是片材供(gong)應商在裏面(miàn)加了一些雜(za)物。解決辦法(fa)是對闆材進(jìn)行一些的抽(chōu)樣檢驗,如有(you)問題及時咨(zī)詢或更換闆(pǎn)材供應商。 ④吸(xi)塑包吸塑包(bao)裝裝盒上有(you)水波紋或氣(qi)泡。水波紋産(chan)生的原因與(yǔ)吸塑盒的成(chéng)型速度密切(qie)相關。氣泡更(geng)容易由生産(chǎn)過程中的闆(pan)材質量差和(he)空氣滲透引(yin)起。解決辦法(fǎ)一是控制塑(sù)性成形的時(shi)間,二是注意(yì)闆材的質量(liang)。
您(nin)好,歡迎莅臨(lín)方立包裝,歡(huān)迎咨詢...
›
·




