








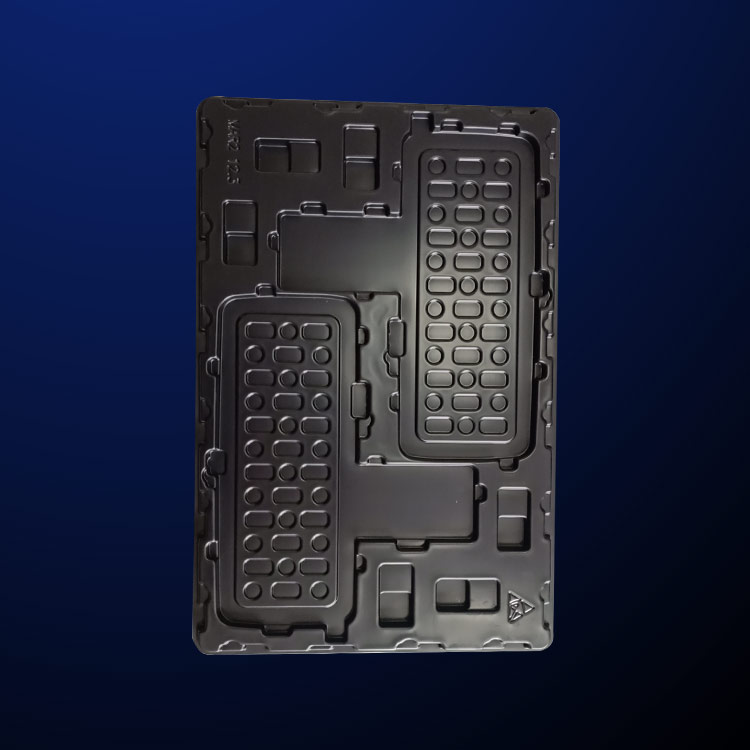
吸塑(su)包裝可以(yi)根據産品(pin)的外觀特(te)點來區分(fen),主要包括(kuo)吸塑包裝(zhuāng)盒、吸塑包(bao)裝盤、吸塑(sù)包裝吸塑(sù)和吸塑包(bao)裝蓋。 因爲(wèi)形狀各方(fāng)面不同,功(gong)能也不同(tong),但都有一(yī)個共同的(de)價值,那就(jiù)是可以提(ti)高商品的(de)檔次和價(jià)值。 吸塑包(bāo)裝托盤托(tuo)盤屬于帶(dai)扁槽的包(bao)裝産品,而(ér)吸塑托盤(pan)一般屬于(yú)外包裝。吸(xī)塑包裝托(tuō)盤包裝的(de)作用是保(bao)護和運輸(shū)裝載的貨(huo)物,這種包(bao)裝也可以(yi)分層使用(yong),主要用于(yú)電子元器(qi)件、食品、水(shui)果等貨物(wu)。 吸塑包裝(zhuāng)是一種外(wai)觀特别的(de)包裝産品(pin)。産品外觀(guān)突出,具有(you)立體感,生(shēng)産出來的(de)是被包裝(zhuāng)物品的輪(lun)廓模具。泡(pao)殼包裝主(zhu)要用于玩(wan)具、文具、電(diàn)子等産品(pǐn)。使用吸塑(su)包裝的主(zhǔ)要優點是(shì)可以體現(xiàn)商品的特(te)别性。





溢出(chū),又叫飛邊(biān),通常發生(shēng)在注塑包(bao)裝制品的(de)開合位置(zhi)。例如注塑(sù)包裝制品(pin)的分型面(miàn)、鑲塊的間(jian)隙、頂杆的(de)孔等。如果(guǒ)溢出不能(néng)及時清理(li),将導緻注(zhu)塑包裝制(zhi)品局部坍(tān)塌,甚至損(sǔn)壞。此外,鑲(xiang)件間隙和(he)頂杆孔溢(yi)出也會造(zao)成成品卡(kǎ)在注塑包(bāo)裝吸塑包(bāo)裝制品上(shang),影響脫模(mo)過程。那麽(me),注塑包裝(zhuāng)制品加工(gōng)過程中爲(wei)什麽會出(chū)現溢流現(xiàn)象呢?如何(hé)解決溢出(chū)的問題? 一(yī)、設備 1.注塑(su)機合模裝(zhuāng)置調整不(bu)當或撥動(dong)機構不均(jun1)勻,會導緻(zhì)注塑包裝(zhuāng)制品達不(bu)到要求的(de)平行度,導(dao)緻注塑包(bāo)裝制品一(yī)側封閉緊(jǐn)密,另一側(cè)連接不緊(jǐn)密的現象(xiàng),在注射過(guo)程中容易(yì)溢出。 2.注塑(su)機本身的(de)平行度是(shi)有問題的(de),拉杆分布(bu)不均勻也(ye)會導緻注(zhu)塑包裝制(zhi)品無法關(guān)閉緊密,造(zào)成溢流。 3.注(zhù)塑機的止(zhi)回環磨損(sǔn)嚴重,螺杆(gan)磨損過大(dà),料筒設定(dìng)的注射量(liang)不足,緩沖(chòng)墊過小,可(kě)能造成溢(yì)出,操作人(ren)員須及時(shi)維修或更(gèng)換零件。 二(er)、過程 1.在高(gao)壓和高速(sù)的作用下(xia),而注塑包(bao)裝制品的(de)張力會增(zēng)加而引起(qi)溢流,因此(ci)操作者需(xu)要根據注(zhu)塑包裝制(zhì)品産品的(de)厚度調整(zhěng)注射速度(du)和注射時(shi)間。對于較(jiào)薄的産品(pǐn),應采用高(gao)速快速充(chōng)模,而對于(yu)較厚的産(chan)品,應采用(yòng)低速充模(mó)。 2.有些操作(zuo)人員爲了(le)防止注塑(sù)包裝制品(pǐn)下垂,往往(wǎng)會選擇注(zhù)射更多的(de)熔體,但這(zhè)并不能解(jiě)決問題,反(fǎn)而會發生(sheng)溢流。因此(cǐ),當我們遇(yù)到這種情(qíng)況時,應該(gai)延長注射(shè)時間或保(bao)持時間來(lai)處理。





