







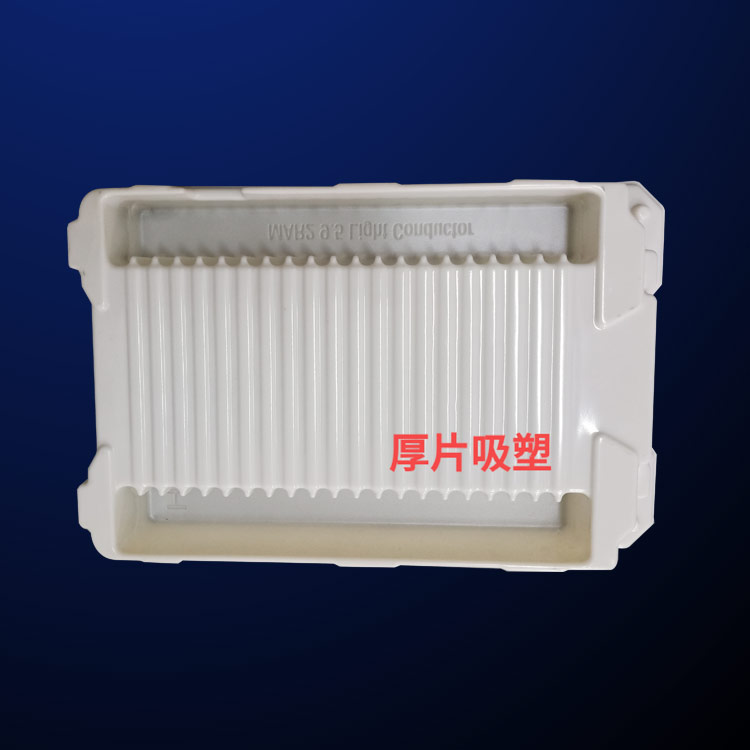
在(zài)高溫下(xia),吸塑包(bāo)裝 更大(dà)的繪圖(tu),它是很(hěn)難獲得(dé)壁厚均(jun)勻。真空(kōng)成型模(mo)具溫度(dù)更高,更(geng)好的細(xì)節清晰(xi)度。壓成(cheng)型,模具(ju)溫度是(shì)通過增(zēng)加成型(xing)壓力,以(yǐ)彌補不(bu)足。這種(zhong)方法通(tōng)常被用(yòng)來塑造(zào)的老年(nián)退休金(jīn)計劃的(de)闆材不(bu)能用冷(leng)模具以(yǐ)更好的(de)産品的(de)詳細信(xin)息。如果(guo)表是項(xiang)目結構(gòu)零件表(biǎo)面成型(xíng),制作精(jīng)良模具(jù)的重要(yao)性模具(jù)必須加(jia)熱到玻(bō)璃化轉(zhuǎn)變溫度(du)接近材(cái)料。排氣(qi)良好的(de)模具可(ke)以得到(dao)更多細(xì)節的定(dìng)義。
當空(kong)氣被包(bao)裹在模(mo)具或結(jie)構的平(píng)面,成型(xing)結構深(shen)度很淺(qian),表面光(guāng)滑如。更(gèng)大的整(zhěng)體的草(cao)案,更利(li)于獲得(de)高清晰(xi)度。真空(kōng)成型和(he)塑料成(cheng)型仍将(jiang)保持靈(líng)活性,并(bìng)沒有完(wan)全塑化(huà),橡膠闆(pan)的特點(diǎn)。爲了使(shǐ)産品更(geng)好的細(xì)節清晰(xi)度,增加(jiā)整體繪(hui)圖,成型(xíng)力更大(da)。
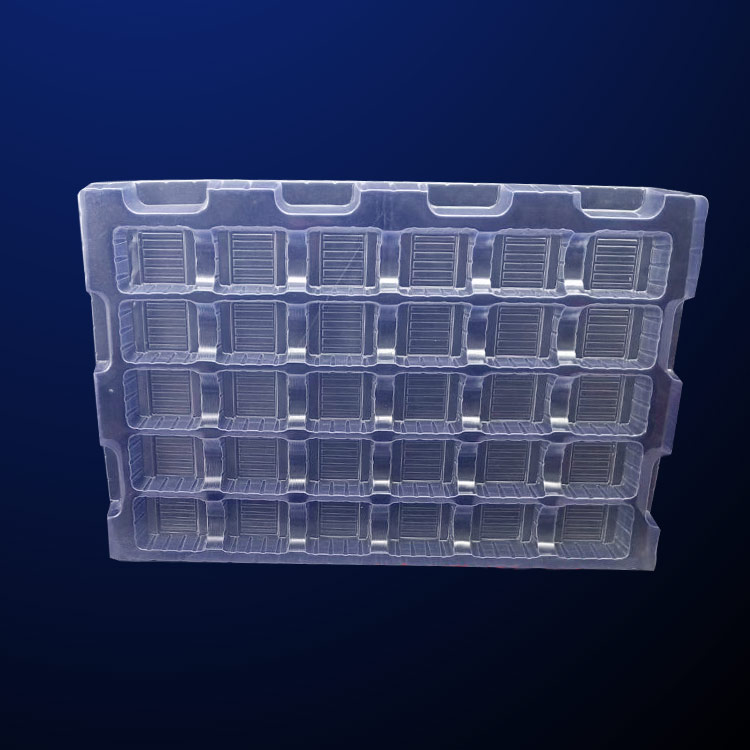




食品吸(xi)塑包裝(zhuang) 盒基本(běn)上采用(yong)的都是(shi)PP材料,根(gēn)據客戶(hù)對産品(pǐn)的要求(qiu)和産品(pǐn)自身的(de)特性。PP材(cai)料的選(xuǎn)擇也是(shi)有很多(duo)種類的(de),其中包(bāo)括PP本色(sè),PP本色透(tou)明,PP高透(tou)明材料(liao)和PP顔色(se)料。每種(zhǒng)PP材料生(shēng)産的産(chan)品特性(xing)都是不(bú)一樣的(de),用途也(yě)是不一(yi)樣的,下(xia)面蕪湖(hú)方立包(bao)裝制品(pǐn)有限公(gong)司就來(lái)爲大家(jiā)解讀一(yī)下每種(zhǒng)PP材料生(shēng)産的吸(xī)塑包裝(zhuāng)盒的特(te)性以及(ji)用途有(you)哪些。
本(ben)色PP材料(liao)
一般特(te)性隻能(néng)耐低溫(wen),可用于(yu)産品可(kě)冷藏,一(yī)般用于(yu)超市肉(ròu)類,熟食(shí)類包裝(zhuang),顔色可(kě)是PP本色(sè)白,或者(zhě)是PP其他(ta)顔色都(dou)可以。
• 塗層(céng)表面的(de)微粗糙(cāo)度和多(duō)孔性可(kě)提高在(zài)紙卡表(biǎo)面的機(ji)械聯結(jie),見圖 2a。
• 凸(tu)起塗料(liao)微粒提(ti)供多孔(kong)性,改善(shàn)吸塑性(xìng)能。
• 平滑(huá)、少孔表(biao)面則會(hui)降低機(jī)械聯結(jié),見圖 2b。
• 紙(zhi)卡背面(mian)有塗層(céng)可提高(gao)吸塑性(xing), 因爲塗(tu)層可封(fēng)熱性比(bi)纖維好(hao)。
• 塗料聯(lián)結劑化(hua)學性影(yǐng)響吸塑(su)性。
紙張(zhāng)含水量(liang)對吸塑(su)性影響(xiang)。紙張水(shuǐ)分過高(gāo),造成表(biao)面強度(du)降低,幹(gàn)燥速度(du)慢,過吸(xī)塑油時(shi),表面會(huì)起泡,造(zào)成吸塑(sù)不良,效(xiào)果不好(hao)。一般要(yao)求紙張(zhang)要進行(hang)含水量(liang)平衡處(chù)理,采取(qu)晾幹方(fāng)式處理(lǐ)較好。同(tóng)時産品(pin)吸塑後(hou)一般要(yào)放 8-12 小時(shi)後方可(ke)使用。反(fǎn)之,紙張(zhang)太幹太(tài)脆也不(bu)行,容易(yì)造成吸(xi)塑部位(wei)吸塑不(bu)牢固。





