
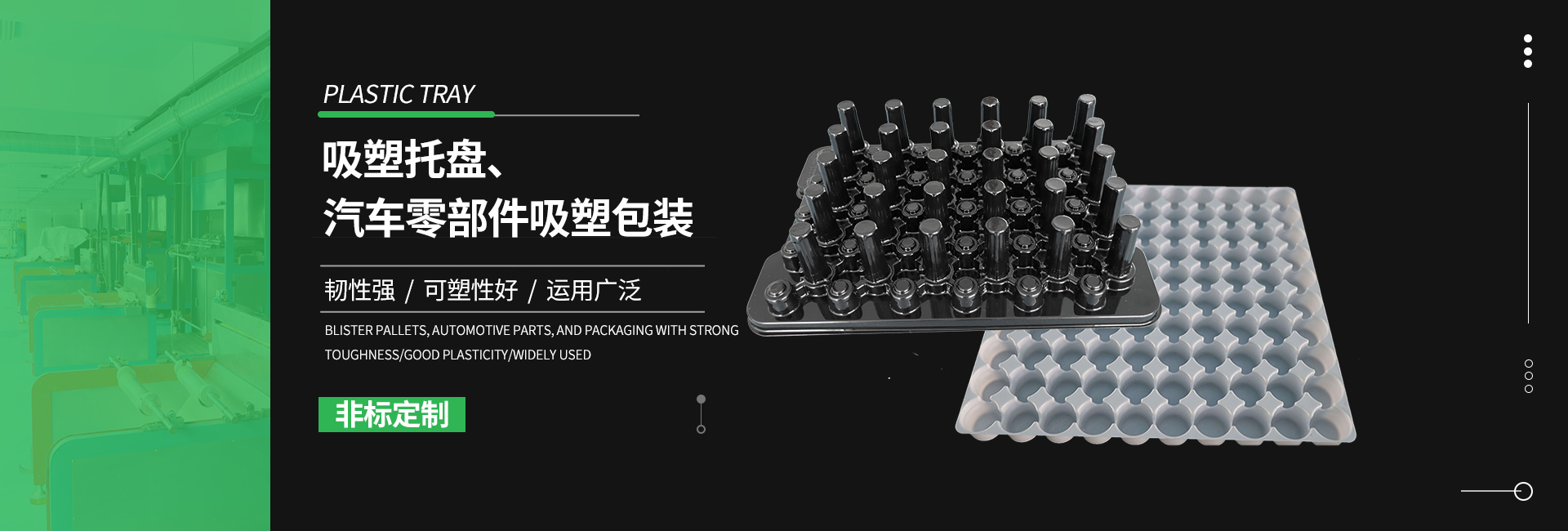







吸塑(su)包裝表面(mian)麻點解決(jué)及其優點(dian) 現在越來(lai)越多的産(chǎn)品都采用(yong)吸塑包裝(zhuang),吸塑包裝(zhuang)已經應用(yong)于各行各(ge)業當中了(le)。吸塑包裝(zhuāng)盒的光澤(zé)是指包裝(zhuāng)盒表面的(de)鏡面反射(shè)程度,由百(bai)分率表示(shi)。除了鏡面(mian)反射之外(wai),包裝盒表(biao)面還具有(yǒu)漫反射,會(huì)降低包裝(zhuāng)盒的光澤(ze)度。包裝盒(he)的光澤度(du)越高,表面(mian)越能夠反(fǎn)射像鏡子(zǐ)一樣的光(guāng),可以顯示(shi)出很好的(de)外觀特征(zhēng)。那麽生産(chan)出來的包(bao)裝盒表面(miàn)有麻點,我(wo)們該如何(he)解決呢? 1、選(xuǎn)擇粒徑小(xiao)的吸塑包(bāo)裝膠水; 2、與(yu)固化劑混(hun)合,延長攪(jiǎo)拌時間,可(kě)以全部分(fen)散固化劑(jì); 3、噴膠前闆(pan)材保持表(biao)面清潔; 4、選(xuǎn)擇合适的(de)膠水或高(gao)含量的膠(jiao); 5、增加真空(kong)度,調節霧(wù)化; 6、使用時(shí),使用過濾(lü)器。





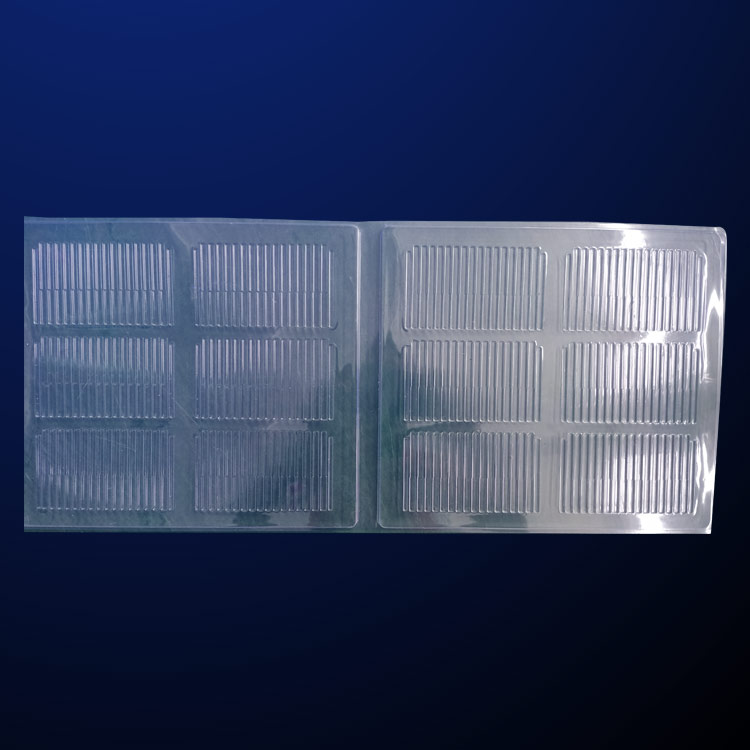
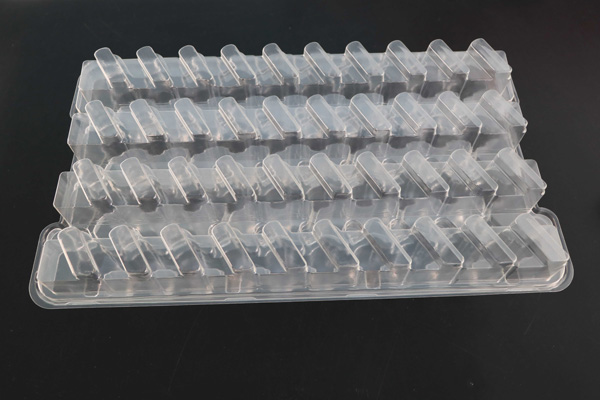
吸塑盒主(zhǔ)要有如下(xia)缺點: 晶點(diǎn): 在厚片吸(xī)塑生産曆(lì)程中,因空(kōng)氣中的微(wēi)小塵埃,在(zai)加熱的塑(su)料材料上(shang),産生的一(yi)種透明瑕(xiá)疵,特别是(shì)在透明的(de)吸塑片材(cai)生産曆程(chéng)中,這種瑕(xiá)疵過大,過(guò)多時,視爲(wei)次品。 劃痕(hén): 吸塑盒品(pin)上特别是(shì)透明泡殼(ké)上帶有劃(huà)傷的陳迹(jì),如果痕迹(jì)太長,太大(da),泡殼就成(cheng)了次品,無(wu)法用于高(gao)等包裝。 氣(qi)泡: 在吸塑(su)片材生産(chǎn)曆程中,因(yin)加熱的塑(su)料盒中含(hán)有空氣,使(shǐ)生産出的(de)制品片材(cai)裏帶有氣(qi)泡,特别是(shi)在透明的(de)吸塑片材(cai)生産曆程(chéng)中,這種氣(qi)泡過大,過(guo)多時,視爲(wei)次品。 拉線(xian): 吸塑盒成(chéng)型生産時(shí)産生的一(yi)些不該有(yǒu)的線條突(tu)起,必要重(zhòng)新修正模(mo)具和增加(jiā)額外的壓(yā)力模具來(lai)辦理。拉線(xian)過大時,被(bèi)看作是次(ci)品,無法用(yong)于高等吸(xi)塑包裝,但(dan)在零部件(jiàn)周轉托盤(pán)範疇,隻要(yao)拉線分列(liè)劃一,不影(yǐng)響利勤奮(fen)能,應視爲(wèi)合格品。拉(la)線又稱之(zhī)爲:拉丘,抽(chōu)筋等。 水波(bo)紋: 在吸塑(su)片材生産(chan)曆程中,因(yīn)材料和加(jia)工工藝不(bú)同,使生産(chǎn)出的制品(pǐn)片材表面(mian)有水面波(bō)紋,特别是(shi)在透明的(de)吸塑片材(cái)生産曆程(chéng)中,這種水(shuǐ)波紋過大(da),過多時,視(shi)爲次品。一(yi)般環境下(xia),片材越厚(hòu),水波紋越(yue)明顯。合格(ge)的PET材料很(hen)少有水波(bo)紋,但大少(shǎo)數PVC 都有水(shui)波紋的征(zheng)象存在。
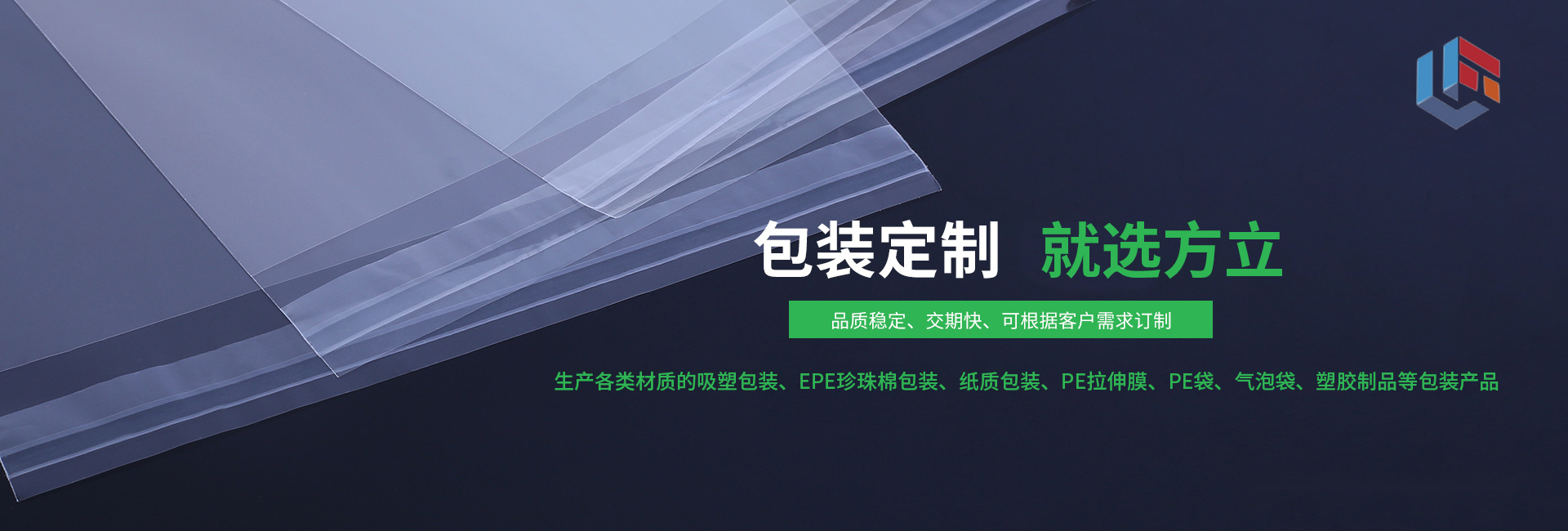
您好,歡迎(yíng)莅臨方立(lì)包裝,歡迎(yíng)咨詢...




