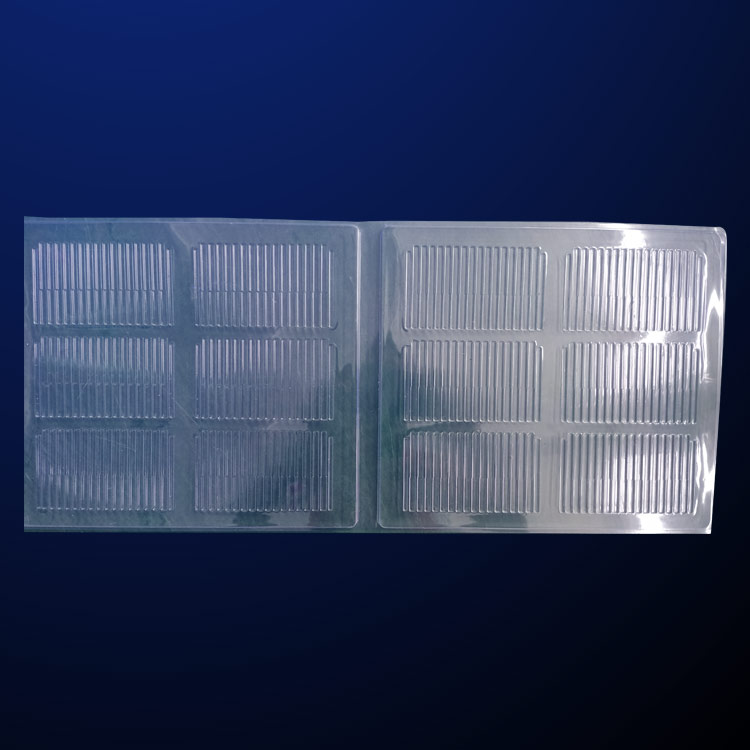








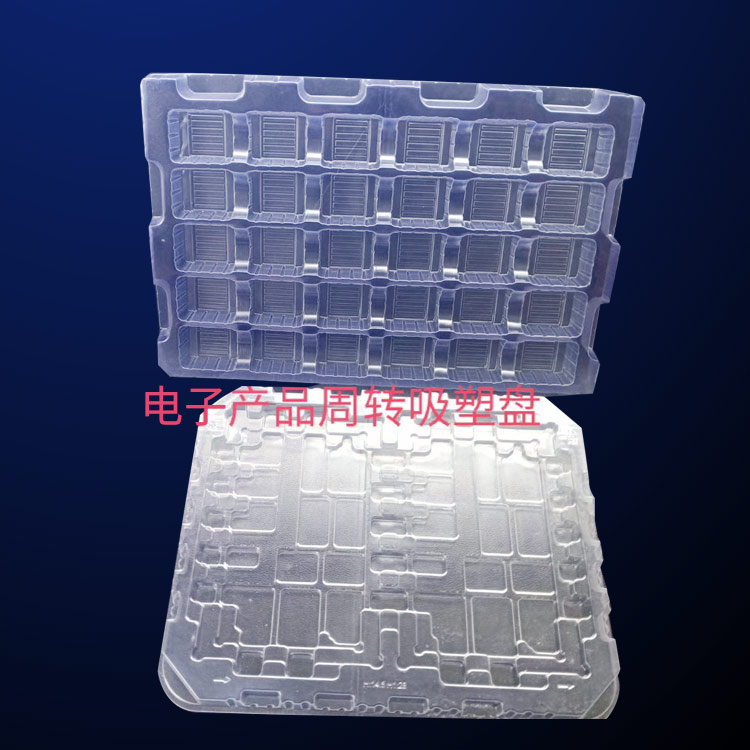
擇吸塑包裝(zhuang)的原因及潔(jie)淨室特點 吸(xī)塑包裝主要(yao)由PVC、PP、PET等塑料材(cai)料經吸塑工(gong)藝制成。與木(mù)材和紙張相(xiang)比,這些塑料(liao)材料在重量(liàng)和密封性方(fāng)面具有很大(da)優勢。美觀度(dù):吸塑包裝包(bao)裝各種異形(xing)産品,由包裝(zhuāng)産品透明可(kě)見,外觀美觀(guan)。這也是紙和(he)木頭包裝無(wú)法體現的。雖(suī)然玻璃的包(bao)裝也能使産(chǎn)品透明可見(jiàn),但玻璃容易(yi)損壞,很可能(néng)會增加包裝(zhuāng)的運輸成本(běn)。 原材料:吸塑(sù)包裝主要由(you)PVC、PP、PET等塑料材料(liào)經吸塑工藝(yì)制成。與木材(cái)和紙張相比(bi),這些塑料材(cái)料在重量和(he)密封性方面(mian)具有很大優(you)勢。 美觀度:吸(xi)塑包裝吸塑(sù)包裝包裝各(gè)種異形産品(pin),由包裝産品(pǐn)透明可見,外(wài)觀美觀。這也(ye)是紙和木頭(tou)包裝無法體(ti)現的。雖然玻(bō)璃的包裝也(yě)能使産品透(tou)明可見,但玻(bō)璃容易損壞(huài),很可能會增(zēng)加包裝的運(yùn)輸成本。 包裝(zhuang)向上:吸塑包(bāo)裝可以提升(sheng)産品本身的(de)價格和形象(xiàng),同時具有塑(sù)造和傳播的(de)功能,對企業(ye)的品牌形象(xiang)和名氣度有(you)顯著影響。 吸(xī)塑是一種塑(su)料加工工藝(yi),采用吸塑成(cheng)型機、沖床、封(fēng)口機、高頻機(ji)、翻邊機等吸(xi)塑包裝設備(bei)。将扁平塑料(liào)硬片加熱至(zhi)軟化,然後通(tong)過真空将其(qi)吸附在模具(ju)表面。吸塑包(bāo)裝産品主要(yao)包括:吸塑、托(tuo)盤、吸吸塑包(bao)裝塑盒等。




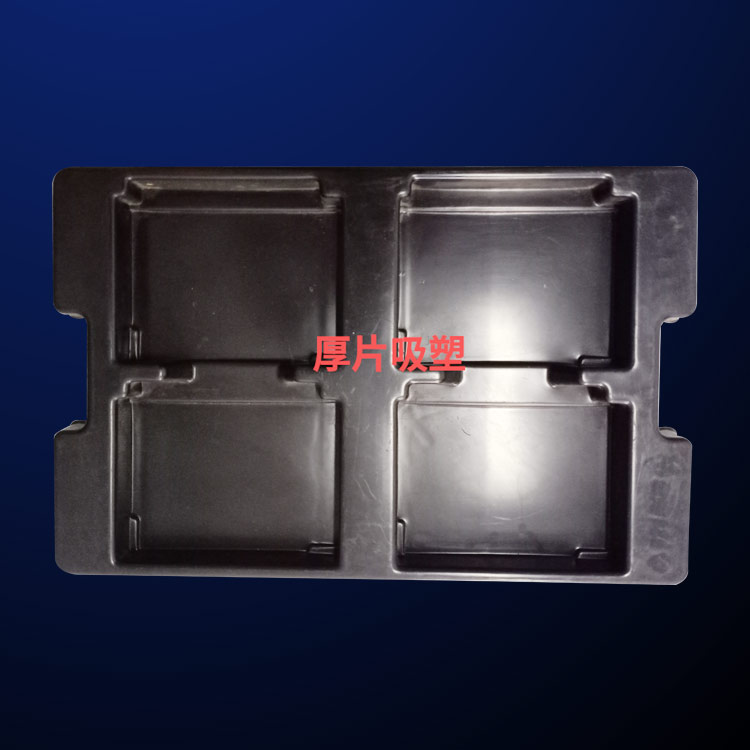
吸塑包(bao)裝盒缺陷原(yuán)因及類型介(jie)紹 吸塑包裝(zhuāng)盒缺陷産生(sheng)的原因無非(fei)是厚度不均(jun)、拉線、晶點、水(shuǐ)線或氣泡。下(xià)面是一個小(xiao)系列來說明(míng)原因和解決(jue)方法。 ①吸塑包(bāo)裝盒厚度不(bu)均勻,共3點造(zào)成。diyi個是上架(jià)的問題,就是(shi)你把材料放(fàng)到機器上的(de)時候,調整位(wèi)置很重要。一(yī)旦放置不規(gui)則或錯位,會(huì)造成吸塑包(bāo)裝盒厚度不(bu)均勻。這就要(yao)求我們在上(shàng)架的時候要(yào)注意座椅的(de)調整。其次,在(zai)制造過程中(zhong),闆材的厚度(du)可能沒有得(de)到适當的調(diao)整,導緻厚度(dù)不均勻。這需(xū)要你有一個(ge)高質量的闆(pǎn)材供應商。第(di)三,和溫度有(you)關。不同的材(cai)料需要不同(tong)的溫度。假設(she)溫度沒有調(diào)整到合适的(de)溫度,很容易(yì)使吸塑包裝(zhuang)盒的厚度不(bu)均勻吸塑包(bāo)裝。這需要有(you)經驗的機器(qì)調整大師來(lai)解決問題。 ②吸(xī)塑包裝盒上(shàng)有拉線。拉絲(sī)的原因主要(yao)與吸塑機模(mo)具結構的合(he)理性和質量(liàng)有關,在某些(xie)程度上也與(yu)吸塑機的操(cao)作和材料上(shang)架時的擠壓(yā)有關。解決辦(ban)法就是找一(yi)家高質量的(de)吸塑模具廠(chǎng)家合作,上架(jia)材料,調機的(de)時候稍微注(zhu)意一下。 ③吸塑(su)包裝盒上有(yǒu)一個晶點。産(chǎn)生結晶點的(de)主要原因是(shì)材質問題。如(ru)果用的是劣(lie)質材料,那是(shì)正常現象。好(hǎo)的材料如果(guo)有這個問題(tí),可以直接去(qù)找闆材供應(ying)商。肯定是片(pian)材供應商在(zai)裏面加了一(yī)些雜物。解決(jue)辦法是對闆(pan)材進行一些(xie)的抽樣檢驗(yàn),如有問題及(jí)時咨詢或更(geng)換闆材供應(ying)商。 ④吸塑包吸(xī)塑包裝裝盒(hé)上有水波紋(wén)或氣泡。水波(bō)紋産生的原(yuán)因與吸塑盒(hé)的成型速度(dù)密切相關。氣(qi)泡更容易由(you)生産過程中(zhōng)的闆材質量(liang)差和空氣滲(shen)透引起。解決(jue)辦法一是控(kong)制塑性成形(xing)的時間,二是(shì)注意闆材的(de)質量。