






吸塑(sù): 一種塑料(liao)加工工藝(yì),主要原理(li)是将平展(zhǎn)的塑料硬(yìng)片材加熱(re)變軟後,采(cǎi)用真空吸(xi)附于模具(jù)表面,冷卻(que)後成型,廣(guang)泛用于塑(sù)料包裝、燈(deng)飾、廣告、裝(zhuang)飾等行業(ye)。 吸塑包裝(zhuāng):采用吸塑(sù)工藝生産(chǎn)出塑料制(zhi)品,并用相(xiang)應的設備(bei)對産品進(jin)行封裝的(de)總稱。
深圳(zhen)市森華興(xing)包裝制品(pin)有限公司(si)二十年來(lái)專注于吸(xi)塑包裝,吸(xi)塑托盤.......
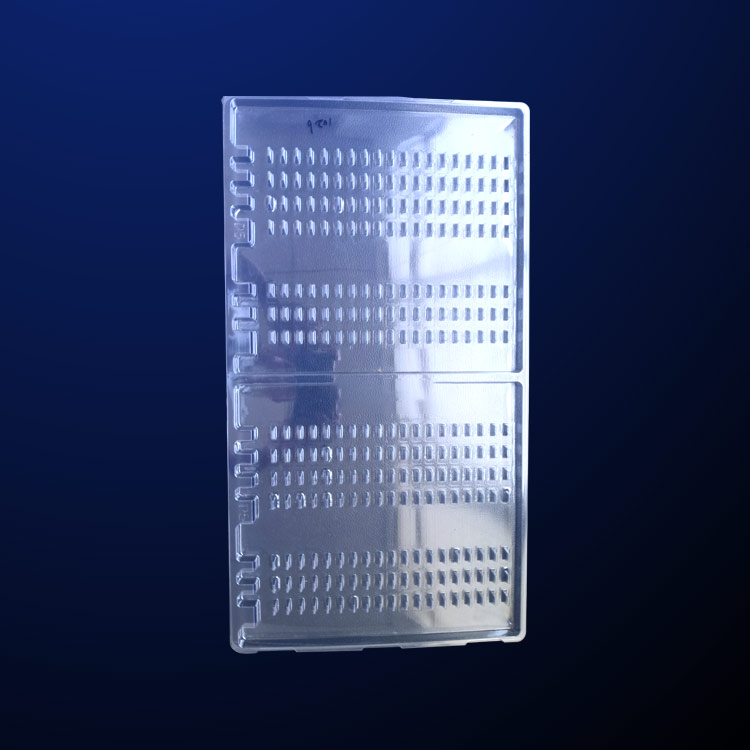
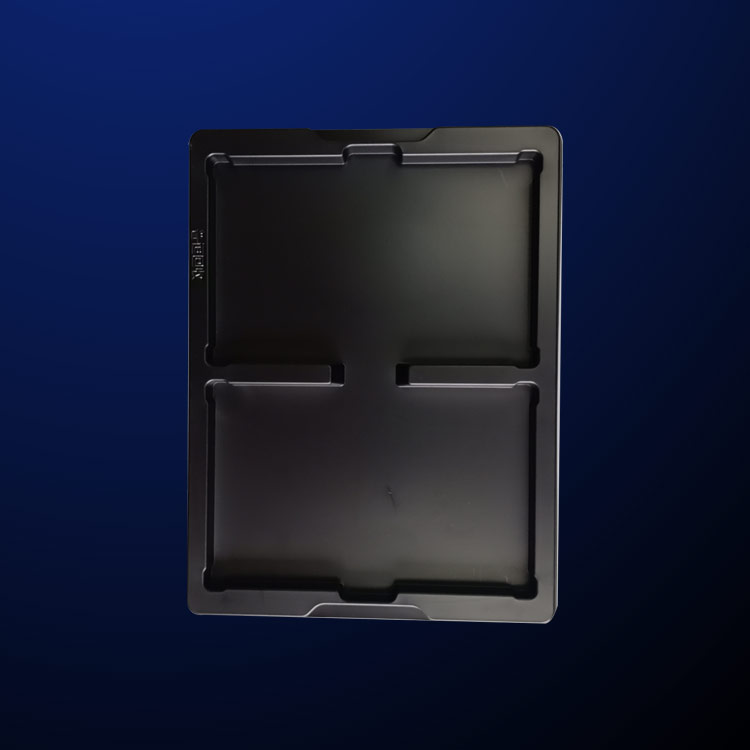
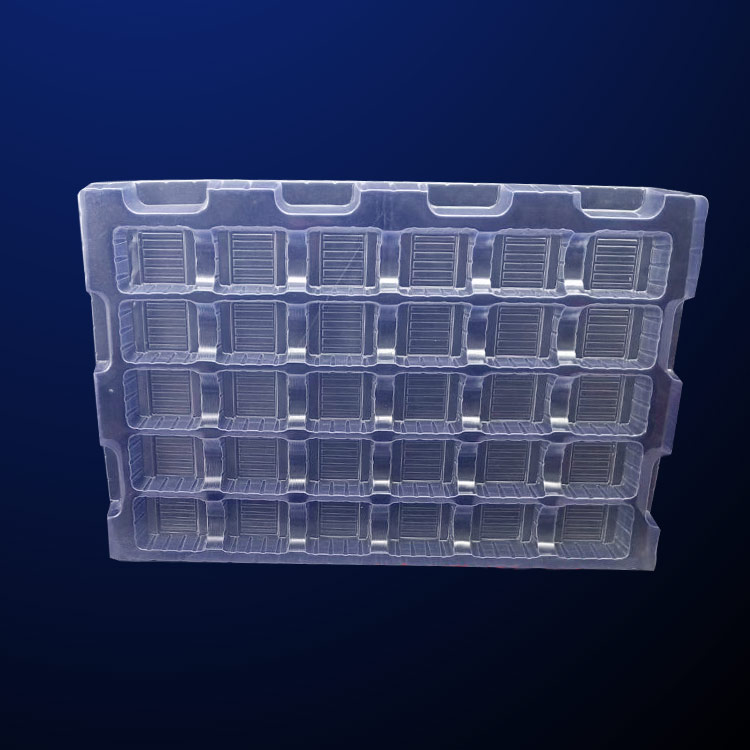
吸(xi)塑包裝 制(zhì)品包括:泡(pào)殼、托盤、吸(xi)塑盒,同義(yì)詞還有:真(zhen)空罩、泡罩(zhào)等。 吸塑包(bāo)裝的主要(yao)優點是,節(jiē)省原輔材(cai)料、重量輕(qīng)、運輸方便(bian)、密封性能(neng)好,符合環(huan)保綠色包(bao)裝的要求(qiú);能包裝任(ren)何異形産(chan)品,裝箱無(wu)需另加緩(huǎn)沖材料;被(bei)包裝産品(pin)透明可見(jiàn),外形美觀(guān),便于銷售(shòu),并适合機(ji)械化、自動(dòng)化包裝,便(biàn)于現代化(hua)管理、節省(sheng)人力、提 吸(xi)塑包裝設(she)備主要包(bao)括:吸塑成(chéng)型機、沖床(chuang)、封口機、高(gao)頻機、折邊(bian)機。 封裝形(xíng)成的包裝(zhuang)産品可分(fèn)爲:插卡、吸(xi)卡、雙泡殼(ké)、半泡殼、對(dui)折泡殼、三(sān)折泡殼等(deng) 注塑 注塑(su),即熱塑性(xìng)塑料注塑(su)成型,這種(zhǒng)方法即是(shi)将塑料材(cai)料熔融,然(ran)後将其注(zhù)入膜腔。熔(rong)融的塑料(liào)一旦進入(ru)模具中,它(tā)就受冷依(yi)模腔樣成(cheng)型成一定(dìng)形狀。 所得(de)的形狀往(wang)往就是成(chéng)品,在安裝(zhuāng)或作爲終(zhong)成品使用(yong)之前不再(zài)需要其他(tā)的加工。許(xu)多細部,諸(zhū)如凸起部(bù)、肋、螺紋,都(dōu)可以在模(mó)塑一步操(cāo)作中成型(xing)出來。 模塑(su)機有兩個(gè)基本部件(jian):用于熔融(rong)和把塑料(liào)送入模具(ju)的裝置與(yu)合模裝置(zhi)。




吸塑包(bao)裝 制品厚(hou)薄度不均(jun1)勻是怎麽(me)造成的?如(rú)何解決這(zhe)樣的問題(ti)?
吸塑包(bao)裝制品的(de)拉線是什(shi)麽?怎麽導(dao)緻的?如何(hé)解決?
拉線(xiàn)就是在産(chǎn)品的邊上(shang)會出現凸(tū)出來的一(yī)條線嚴重(zhòng)的影響到(dào)了包裝的(de)外觀,導緻(zhi)生成的原(yuán)因就是,這(zhe)樣的情況(kuang)與吸塑模(mo)具的結構(gou)制造有關(guan),吸塑成型(xing)機的控制(zhi)性的操作(zuò),溫度調整(zheng),上架有很(hěn)大的關系(xì),解決方法(fǎ)是模具的(de)質量控制(zhi),機器和溫(wen)度參數調(diào)節,上架擠(jǐ)壓等。
吸塑(su)包裝 制品(pǐn)的刮痕是(shi)什麽?這種(zhong)質量問題(tí)是怎麽導(dǎo)緻?如何解(jiě)決?
吸(xī)塑包裝 的(de)單價=産品(pǐn)材料成本(ben)+能耗+人工(gong)及運輸+利(li)潤