







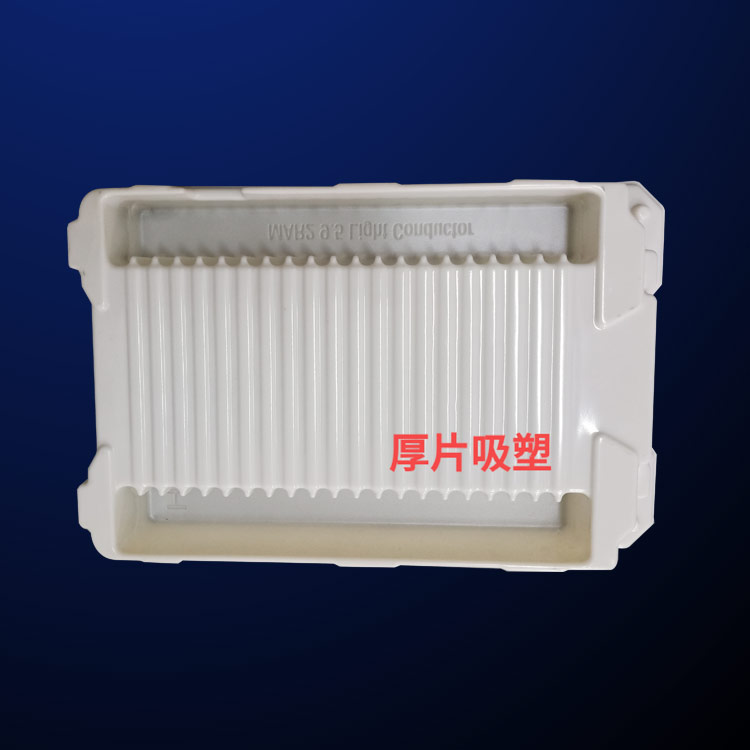
一般(bān)多個産品(pǐn)從拉片出(chū)來(根據模(mó)具排數),單(dan)個産品需(xū)要用刀模(mo)在沖床上(shàng)沖壓。這個(ge)過程叫做(zuò)打孔。 對于(yú)一些需要(yao)将吸塑産(chǎn)品兩側或(huò)側面的邊(bian)角折疊起(qi)來插入紙(zhi)卡的産品(pin),就需要這(zhè)個過程。這(zhè)個過程是(shì)由翻邊機(jī)完成的。如(ru)果客戶有(yǒu)特别要求(qiú),在刺破吸(xi)塑時應增(zeng)加此工序(xu)。 注意吸塑(sù)産品的包(bao)裝,根據客(ke)戶要求的(de)嚴格程度(du),産品的材(cái)質和形狀(zhuang),确定合适(shi)的包裝方(fang)式。如果客(ke)戶沒有特(tè)别要求,可(ke)以使用包(bao)裝或塑料(liao)袋。對于吸(xī)塑包裝白(bai)色或顔色(se)鮮豔,容易(yì)摩擦或粘(zhan)不上灰塵(chen)或指紋的(de)産品,生産(chan)時往往要(yào)戴手套。 材(cai)料的特性(xìng)一般都是(shi)防 靜電的(de)。防 靜電材(cai)料通過浸(jìn)泡或添加(jiā)防 靜電成(cheng)分制成,後(hòu)者具有持(chí)久的防 靜(jing)電性能。抗(kàng) 靜電材料(liao)的靜電值(zhí)一般可以(yǐ)達到106~1012ω。此外(wai),它是環保(bǎo)的,其中APET是(shi)zui環保的,PVC可(kě)以回收。一(yī)般來說,材(cái)料越厚,加(jia)熱時間越(yuè)長,生産速(su)度越慢。材(cai)料越薄,生(sheng)産速度越(yue)快,但一卷(juan)的長度越(yue)長。 吸塑包(bao)裝的使用(yong)壽命與日(rì)常保養密(mì)切相關。吸(xī)塑包裝定(ding)期維護可(kě)以減少氣(qi)力輸送機(jī)械的故障(zhàng),避免不要(yao)的風險,延(yán)長設備的(de)使用壽命(mìng)。




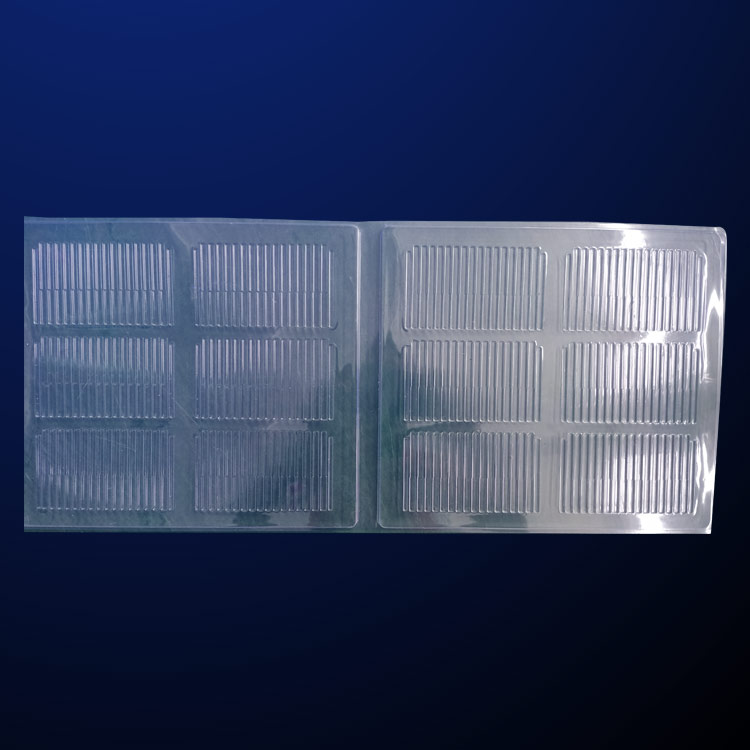
吸(xi)塑包裝怎(zěn)樣可以做(zuo)的平滑? 吸(xī)塑包裝廠(chǎng)家原材料(liao)PVC、PTE、PP的性能決(jue)定印刷墨(mò)色的質量(liàng),隻有性能(neng)好的原材(cai)料,才能獲(huo)得較好的(de)印品呈色(se)效果。所以(yi),正确認識(shi)膠盒性能(néng)與印品呈(chéng)色的關系(xi),根據印刷(shua)産品、工藝(yì)條件特點(dian),合理選擇(ze)高質量的(de)原材料進(jin)行印刷,對(duì)提高産品(pǐn)質量具有(yǒu)重要的現(xiàn)實意義。 吸(xī)塑包裝廠(chang)家平滑度(du)與呈色效(xiao)果的關系(xi)。 平滑度是(shi)評價膠盒(he)表面凹凸(tu)程度的技(jì)術指标,是(shi)表示膠盒(hé)表面平整(zhěng)、光滑和均(jun1)勻程度的(de)物理量,即(jí)在一定的(de)真空條件(jiàn)下,使一定(ding)容積的空(kong)氣,從一定(dìng)壓力下的(de)膠盒測試(shì)樣表面與(yǔ)光滑玻璃(lí)表面之間(jiān)流過所需(xū)要的時間(jiān)來衡量,其(qi)單位用秒(miǎo)表示。秒數(shù)越高膠盒(hé)的平滑度(du)越好。 膠盒(hé)平滑度越(yuè)好,印刷時(shi)材料表面(miàn)與印版間(jian)的接觸,也(ye)就越均勻(yun)和完整,版(ban)面(凸版)或(huò)橡皮布上(shang)的墨層轉(zhuǎn)移也越充(chong)分,印品呈(chéng)色效果也(ye)越好。 反之(zhi),平滑度差(chà)的膠盒原(yuan)材料,油墨(mo)轉移不均(jun)勻,不充分(fèn),且原材料(liao)表面對墨(mo)量的滲透(tou)性強,呈色(se)效果也就(jiù)差,往往容(róng)易使印品(pin)墨色發花(hua)、發淡。所以(yi),印刷精細(xi)的産品,網(wang)線越細、網(wǎng)點直徑越(yuè)小,越應采(cai)用平滑度(dù)好的膠盒(hé)原材料印(yìn)刷,這樣才(cai)能使原稿(gao)再現性好(hao)。





