







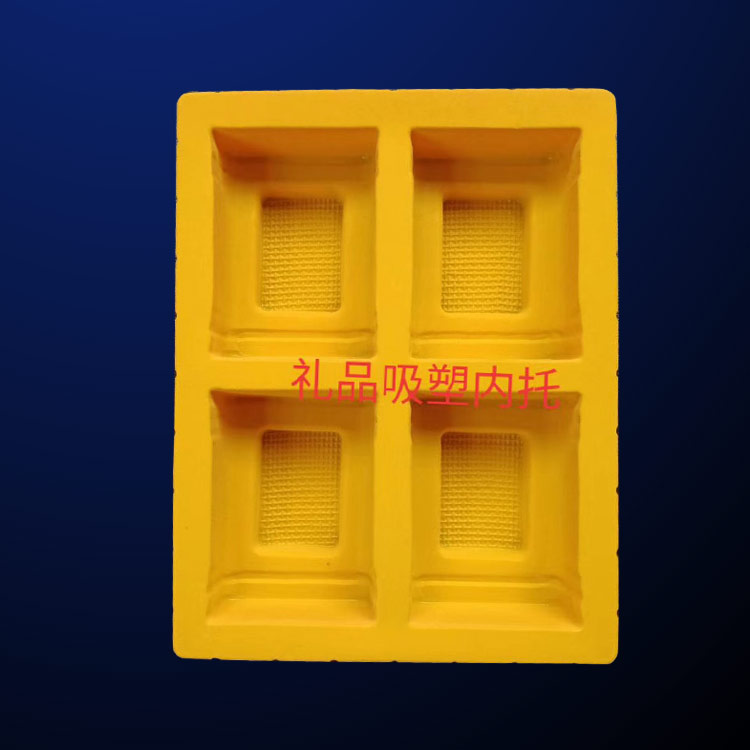
吸塑包裝 是将(jiang)PVC、PS、PET等樹脂片在吸(xi)塑成形機中經(jīng)過加熱、真空成(chéng)形、冷卻等過程(cheng),使之按照模具(ju)的形狀成形,然(rán)後在沖床上用(yòng)刀模沖壓成單(dān)個産品,再經過(guò)折邊、沖孔等工(gōng)藝制成的包裝(zhuang)産品。這種包裝(zhuāng)産品具有材料(liào)便宜、工藝簡單(dan)、投入少、利潤可(ke)觀的特點,适合(he)包裝小型日用(yong)品、小電器、玩具(ju)等商品,不适合(he)對緩沖性要求(qiu)高、産品較重的(de)産品進行包裝(zhuang)。
吸塑産品的主(zhu)要生産工藝包(bāo)括起模、拉片、沖(chòng)床、折邊、沖孔、包(bāo)裝等,以下就分(fen)别來介紹。
當客戶确認樣(yàng)品後,由打樣用(yong)的石膏模作爲(wei)母模,電鍍銅後(hou),按照一定的數(shu)量和位置制成(chéng)生産用的模即(ji)爲起模。常規的(de)模分三種:石膏(gao)模、銅模、鋁模。其(qi)中石膏模主要(yào)用于打樣,一般(ban)不能做批量生(shēng)産使用,其制作(zuo)時間一般爲24小(xiao)時。銅模爲石膏(gao)模電鍍一層銅(tong),強度和耐磨性(xing)增強,成本不高(gāo),爲生産常用的(de)模,一般制作周(zhōu)期爲100小時,少爲(wèi)3天時間,使用壽(shou)命約10萬個。
2.拉片(pian)
吸塑機将原材(cai)料卷材經吸塑(sù)成形機加熱、真(zhēn)空吸塑成形、冷(leng)卻後,自動裁成(cheng)既定尺寸,這道(dao)工序是吸塑的(de)主要工序。拉片(piàn)的長度根據實(shi)際需要,在600~1170mm之間(jian)。不同的材料、不(bú)同的厚度,對溫(wen)度的調節要求(qiu)也不一樣,需要(yao)開機人員有相(xiàng)當的經驗。拉片(piàn)的調機測試一(yī)般爲3張。吸塑機(jī)每進一次的長(zhǎng)度稱爲拉片長(zhǎng),可根據排模長(zhǎng)度來定。
3.沖床
拉(la)片出來的一般(bān)爲多個産品(按(an)照模具排的數(shù)量),需要用刀模(mó)在沖床上沖成(chéng)單個産品,這種(zhong)工序叫沖床。
5.沖孔(kong)
如客戶有特殊(shū)要求,要在吸塑(su)上穿孔時添加(jiā)此工序。
6.包裝
吸(xi)塑産品包裝一(yi)定要注意,根據(jù)客戶要求的嚴(yan)格程度、産品的(de)材料、形狀等确(què)定合适的包裝(zhuang)方式。如客戶無(wu)特殊要求,可采(cǎi)用裝箱、裝膠袋(dài)的方式。對于白(bái)色或色彩較鮮(xiān)豔的、摩擦易花(hua)或不能粘上灰(hui)塵、手印的産品(pǐn),常在生産時戴(dài)手套。




透明吸塑(su)制品 的材質特(te)點有哪些
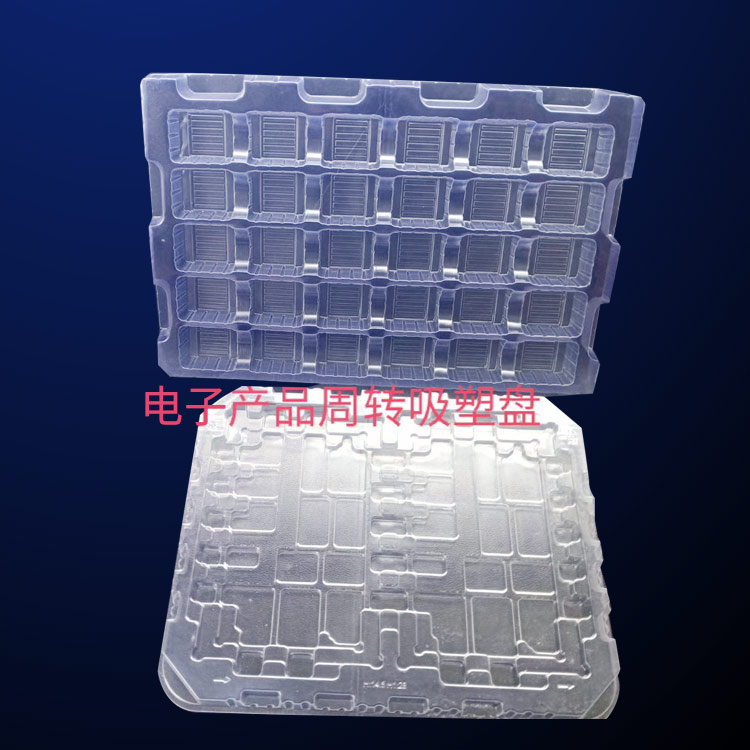
在衆(zhong)多的吸塑制品(pǐn)中,透明吸塑運(yun)用的是比拟普(pǔ)遍的一種産品(pǐn),運用透明吸塑(su)不但能對包裝(zhuang)内的産品一覽(lan)無餘,也能讓顧(gu)客感遭到所包(bāo)裝産品的熟習(xí)水平,透明吸塑(su)所運用的材質(zhì)常見的有PVC片材(cái)、PS硬片及PET硬片?
一(yi)、PVC片材:這類材質(zhi)的韌性高、不易(yi)熄滅,但是在熄(xi)滅時會産生污(wu)染環境的氣體(ti),不利于環保。運(yun)用這種材質消(xiāo)費的産品較容(rong)易熱合,封邊也(yě)比拟簡單,屬于(yú)透明吸塑中運(yùn)用比拟普遍的(de)材質。
能夠看到,消(xiāo)費透明吸塑的(de)材質主要包括(kuo)以上幾種,其真(zhēn)實運用消費過(guò)程中,也會對材(cai)質停止改進,會(hui)參加很多新型(xing)的環保資料,随(suí)着消費工藝的(de)不時進步,越來(lai)越多的材質能(néng)夠制成透明類(lei)吸塑産品。
吸塑(su)包裝 的原理有(you)哪些
吸塑包裝(zhuang)原理及設備首(shǒu)先來引見一下(xia)吸塑包裝技術(shù)的原理,也叫吸(xī)塑包裝工藝。它(tā)是一種熱成型(xing)加工辦法,應用(yong)熱塑性塑料片(piàn)材,制造啓齒塑(su)料殼體制品的(de)一種辦法,是将(jiang)塑料片材裁成(chéng)一定尺寸加熱(rè)軟化後,借助片(piàn)材兩面的氣壓(ya)差和機械壓力(li),使其變形後敷(fū)貼在特定的模(mo)具輪廓面上,經(jīng)過冷卻定型,并(bing)切邊修整後完(wan)成吸塑制品的(de)過程。正壓吸塑(su)機,經過空壓機(jī)在塑料片正面(mian)加大氣,使軟化(huà)的塑料片貼合(he)在模具上。
在行(háng)業内口碑很好(hǎo)的吸塑包裝家(jia),通常在售後效(xiào)勞方面,都會得(dé)到客戶的普遍(biàn)認可,特别是提(ti)供全天候客服(fú)效勞,有任何問(wèn)題都會有的技(ji)術團隊停止指(zhǐ)導和處理,确保(bǎo)在購置産品之(zhī)後完整沒有任(rèn)何。爲了更大水(shuǐ)平進步吸塑包(bāo)裝的運用優勢(shì),特别是保證質(zhì)量到達很好規(guī)範,就要選擇行(háng)業經曆豐厚,技(jì)術程度有保證(zhèng)的吸塑包裝家(jia),在協作中可滿(mǎn)足客戶的真實(shí)性需求。





