






①吸(xī)塑包裝
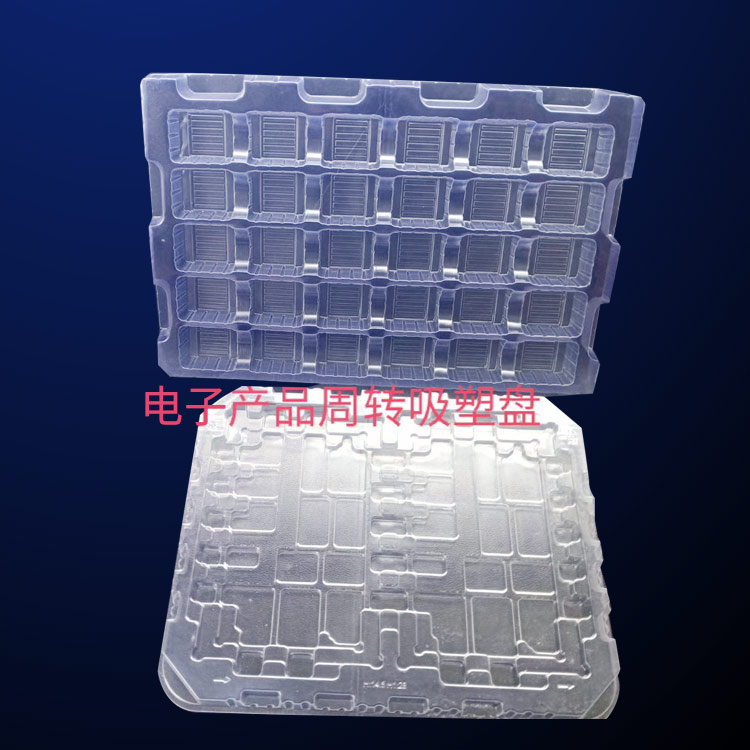
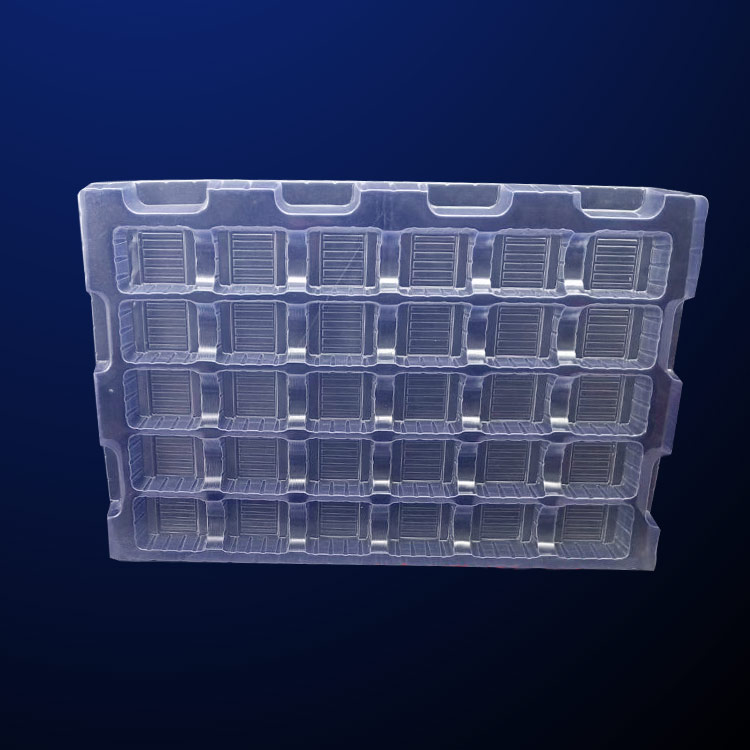
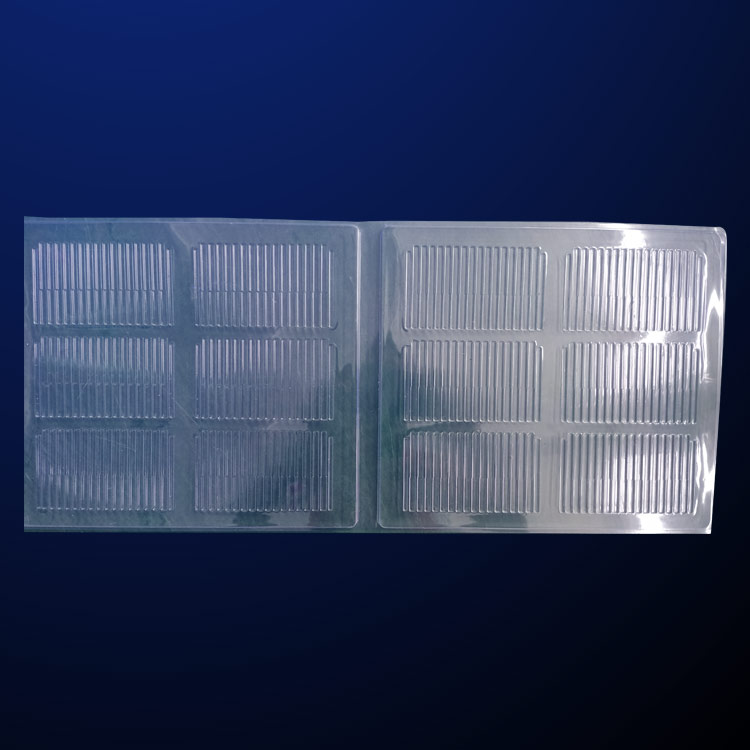
的(de)泡罩采用(yong)透明材料(liao),以 PVC、PET 爲常用(yong),在産品終(zhōng)端,一般将(jiang)紙卡懸挂(guà)放置在貨(huò)架上,産品(pin)的形狀一(yī)目了然,符(fú)合當前消(xiao)費者消費(fei)形态,因此(ci)這種包裝(zhuāng)的産品通(tong)常懸挂在(zài)商場貨架(jia)醒目的位(wèi)置,便于銷(xiao)售;②通過對(dui)不規則産(chan)品使用泡(pao)罩包裹,可(kě)使異型産(chǎn)品的外形(xing)相對整齊(qi),外形美觀(guan)、儲運更加(jia)方便,裝箱(xiang)無需另加(jia)緩沖材料(liao);③吸塑包裝(zhuang)能夠保證(zhèng)吸塑泡罩(zhao)内的産品(pin)不被外界(jiè)粉塵污染(ran),并對水汽(qi)有一定的(de)阻隔作用(yong),既保證了(le)産品的質(zhì)量不受影(yǐng)響,又符合(he)環保綠色(sè)包裝的要(yao)求;④具有一(yī)定的防開(kai)啓随時使(shǐ)用的作用(yong),讓消費者(zhe)購買更放(fàng)心。




吸塑包(bao)裝 工藝過(guo)程包括:印(yin)刷塗布吸(xī)塑包裝油(yóu)的工藝過(guò)程和吸塑(su)包裝熱封(fēng)工藝過程(cheng)(見圖 5),目前(qian)有三種方(fang)式實現塗(tu)布過程:離(li)線過油機(jī)滿版過油(you)、絲印局部(bù)過油、膠印(yin)連線過油(you)。離線塗布(bù)和吸塑包(bao)裝工藝一(yi)般要求産(chǎn)品印刷完(wán)後放置至(zhi)少 72 小時,待(dai)大面積深(shen)色油墨區(qu)域完全幹(gan)燥後,方可(ke)過在表面(mian)過吸塑包(bāo)裝油,再放(fàng)置至少 24 小(xiǎo)時後方可(ke)進行吸塑(sù)包裝過程(cheng)。目前的連(lian)線過油方(fang)式(一般采(cai)用水性吸(xi)塑包裝油(yóu)),可以縮短(duan)時間,但是(shi)吸塑包裝(zhuang)效果不佳(jiā)。過油過程(cheng)主要控制(zhi)的目标:過(guò)油量大小(xiǎo)合适(一般(bān)約 3-5g/m2,視材料(liào)表面性能(néng)、吸塑包裝(zhuang)油濃度不(bu)同而有所(suo)差别)、吸塑(su)包裝油充(chong)分滲透。
塗(tú)布過程須(xu)控制好塗(tú)布量大小(xiǎo),确保膜層(céng)表面的流(liu)平性、光澤(ze)度、滲透效(xiao)果、幹燥性(xìng)等;吸塑包(bao)裝過程主(zhǔ)要控制好(hǎo)溫度、壓力(li)、時間等條(tiáo)件,确保吸(xi)塑包裝效(xiào)果。
對此,在(zai)實際生産(chǎn)時,要進行(hang)工藝參數(shu)測試與設(shè)定,其标準(zhǔn)要求是:
①吸(xi)塑包裝油(you)及吸塑包(bao)裝罩在加(jia)壓時的實(shi)際内部溫(wen)度需在材(cai)料的軟化(hua)溫度和融(rong)化或者晶(jing)化之間,以(yi)保證熱封(fēng)黏貼的有(you)效過程;②離(li)壓前,需保(bao)證吸塑包(bāo)裝油及吸(xī)塑包裝罩(zhào)的實際内(nèi)部溫度小(xiǎo)于吸塑包(bao)裝油或罩(zhao)其中之一(yi)的融化溫(wēn)度,确保能(neng)夠成型定(ding)型,盡量避(bì)免泡罩不(bu)會因爲軟(ruan)化的收縮(suo),或在手工(gōng)取料時拉(lā)掉。
吸塑包(bāo)裝包裝設(shè)備的加熱(re)方式影響(xiang)