








折疊脫模設(she)備
脫模是将制品(pin)移出模外,通常無(wú)論是凹模還是凸(tū)模,多數場合是由(you)于制品冷卻收縮(suō)而貼緊模具,所以(yi)通過真空吸引孔(kǒng)或向相反方向吹(chui)風使之脫模。
尤其(qí)對于脫模斜度小(xiǎo)的或有凹模的模(mó)具,同時使用脫模(mó)機構頂撞或震蕩(dàng)脫模,有時在片材(cai)上和模具上塗抹(mò)脫模劑或模具表(biao)層噴塗特氟龍處(chu)理。
折疊控制設備(bei)
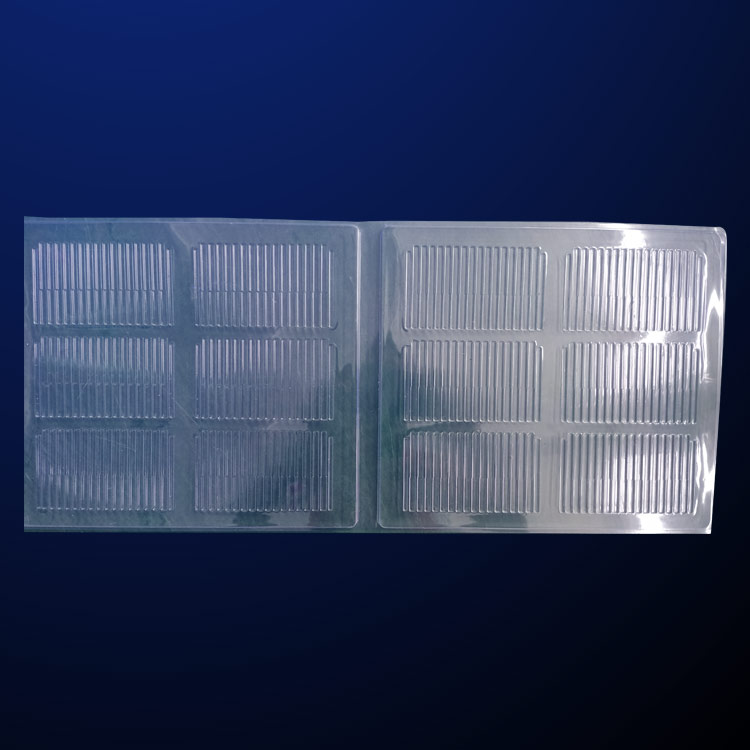




事實上,吸(xi)塑包裝 盒的作用(yong)很大,用它來包裝(zhuang)産品會使産品看(kan)起來更好,商品的(de)外觀看起來不錯(cuò),當然,這樣會更好(hao)賣,而且吸塑包裝(zhuang)盒的質量很好,使(shǐ)用吸塑包裝盒就(jiu)像是爲産品穿上(shàng)了防護服,這樣産(chan)品的壽命就更長(zhǎng)了。
吸塑包裝盒現(xian)在是市場上 受歡(huan)迎的一種。現在每(měi)個人的經濟水平(ping)都很高,所以他們(men)經常購物。現在有(you)各種各樣的産品(pin),所以要想成功,良(liáng)好的包裝是必要(yao)的。在這種情況下(xia),吸塑包裝盒誕生(sheng)了。

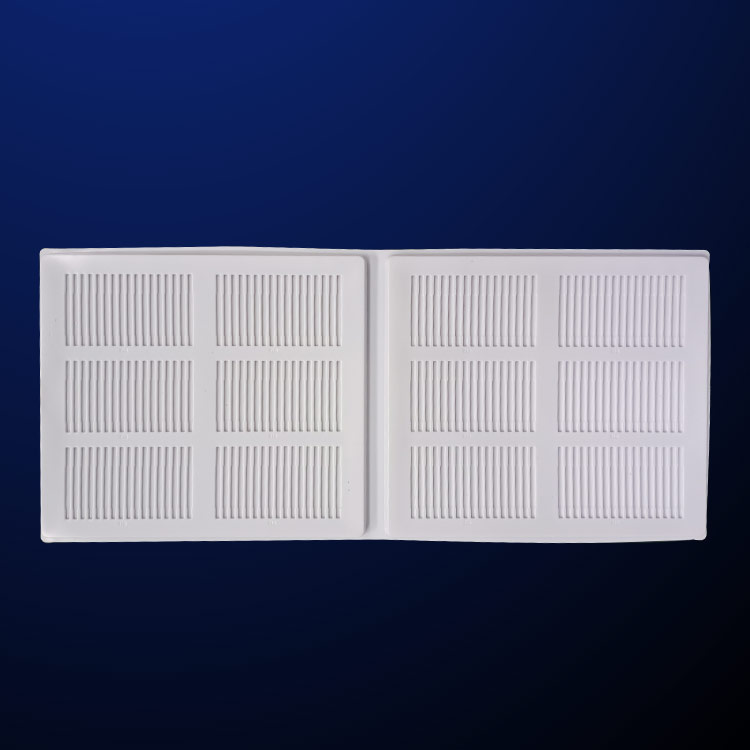
選擇成型(xíng)溫度較高,細節的(de)準确性。的結晶性(xing)塑料,如APET片,心肺運(yun)動試驗是一個例(li)外。如果材料厚度(du)大于4mm,吸塑片成型(xíng)後會變薄以獲得(de)更好的細節的定(ding)義,那麽我們必須(xu)有足夠的材料加(jia)熱。如果需要的話(hua),你可以減少加熱(re)強度,長時間加熱(re)周期。形成的力越(yuè)大,就越容易被高(gāo)清晰度。請注意:許(xu)多塑料片材,成型(xing)機力(如真空成型(xíng)),以彌補較高的成(chéng)型溫度。上述标準(zhǔn)也适用于該地區(qū)的圖紙爲4:1或形成(chéng)1:2的高寬比。

·




