






熱塑(su)性塑料片(piàn)材和薄膜(mo)的真空吸(xī)塑成型過(guò)程,主要工(gōng)序之一就(jiu)是片材加(jia)熱。電加熱(rè)的持續時(shí)間和質量(liang)取決于加(jia)熱器的結(jie)構,輻射表(biao)面後溫度(du)傳熱的熱(rè)慣性,加熱(rè)器間的距(ju)離,輻射能(néng)吸收系數(shù),加熱器表(biǎo)面的特性(xing)以及材料(liào)的熱物理(li)性能。常用(yòng)的加熱器(qi)有電加熱(re)器、晶體輻(fú)射器和紅(hong)外線加熱(rè)器。
真(zhēn)空系統由(yóu)真空泵、儲(chu)氣罐、閥門(mén)、管路以及(ji)真空表等(deng)組成,在真(zhēn)空成型中(zhong)常采用單(dān)獨機型真(zhēn)空泵,此種(zhong)泵的真空(kong)度應達到(dao)0.07~0.09 Mpa(520mmHg)以上。儲氣(qì)罐一般是(shì)用薄鋼闆(pan)焊接的圓(yuán)柱形箱體(tǐ),底是橢圓(yuan)形的。蓄氣(qi)罐的容量(liang)至少應比(bi)成型室的(de)容量大一(yi)半。真空管(guan)路上,必須(xu)裝有适當(dāng)的閥門,以(yǐ)控制真空(kong)窄容量。
真(zhen)空泵的轉(zhuǎn)動功率由(you)成型設備(bèi)的大小和(hé)成型速度(du)決定,較大(dà)或成型速(sù)度較快的(de)設備常用(yong)大至2-4KW的。真(zhēn)空中央系(xì)統的大小(xiao)視工廠具(ju)體生産和(hé)發展的要(yao)求而定。




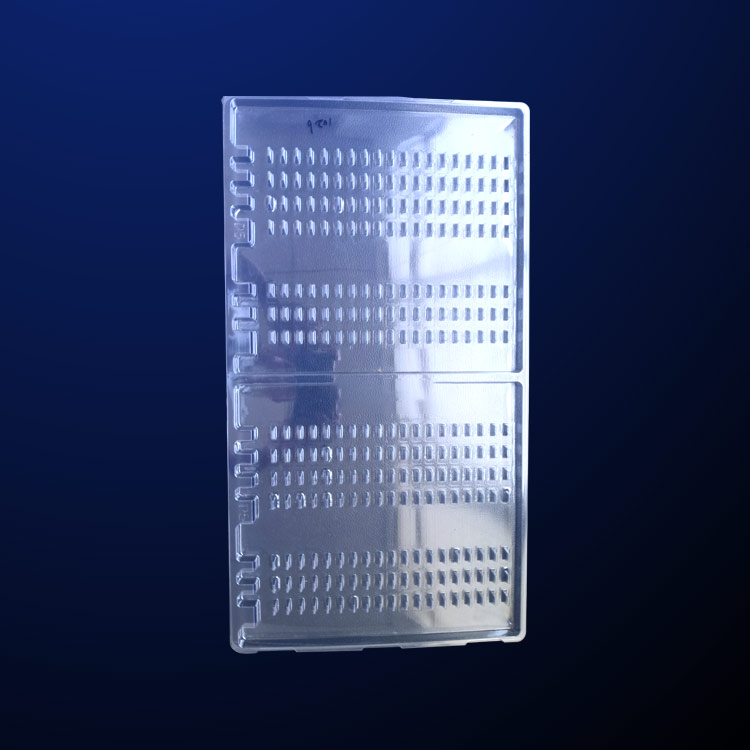
單模吸(xi)塑機産品(pin)特點:
1、單模(mó)具吸塑,模(mo)具制作省(shěng)工省料,直(zhi)接把亞克(kè)力闆放在(zai)機器内的(de)模具上面(miàn),加熱、軟化(hua)、吸塑、冷卻(què)、一次自動(dòng)成型。
2、制作(zuo)模具時可(kě)省工省料(liao),不受到陰(yin)陽模具的(de)制約做出(chū)的塑料制(zhì)品沒有壓(ya)的痕迹,燈(deng)箱或字的(de)邊緣圓滑(huá)飽滿,立體(ti)感強。
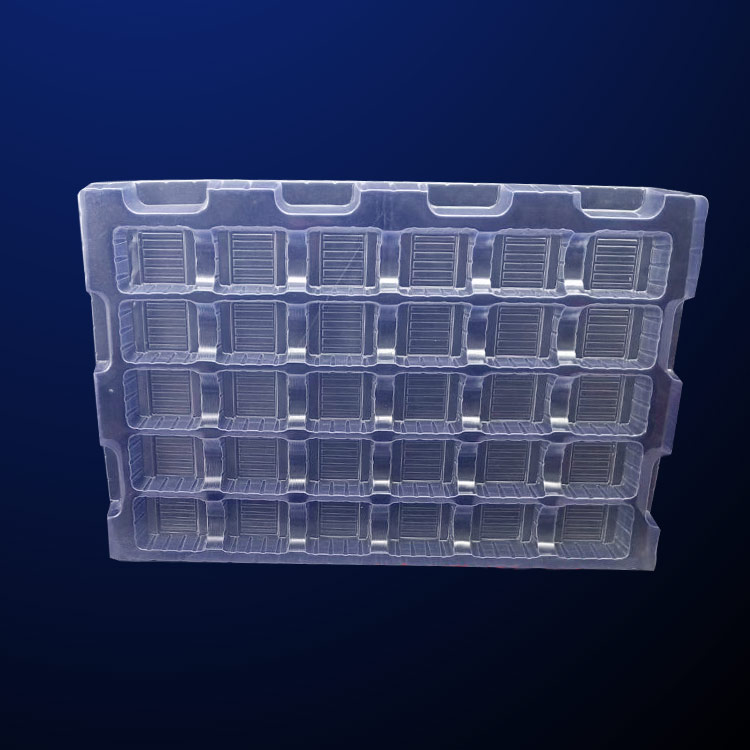
3、模具(ju)定位簡便(biàn),準确,可做(zuò)超小字,無(wu)廢品。
4、自動(dong)化程度高(gāo):加溫—自動(dong)恒溫—自動(dòng)密封—自動(dòng)吸塑—自動(dong)冷卻—自動(dong)停溫—自動(dòng)停止吸塑(su)。