







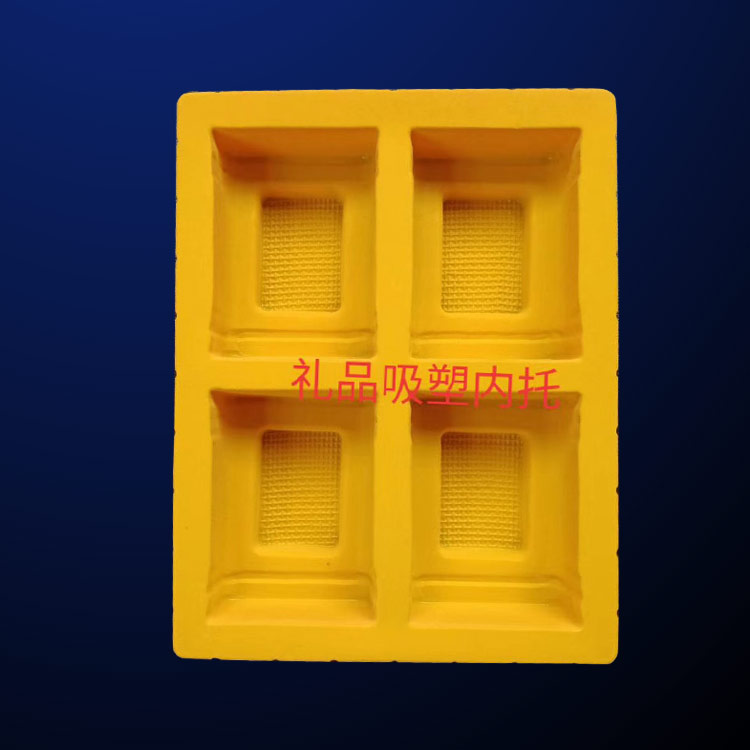
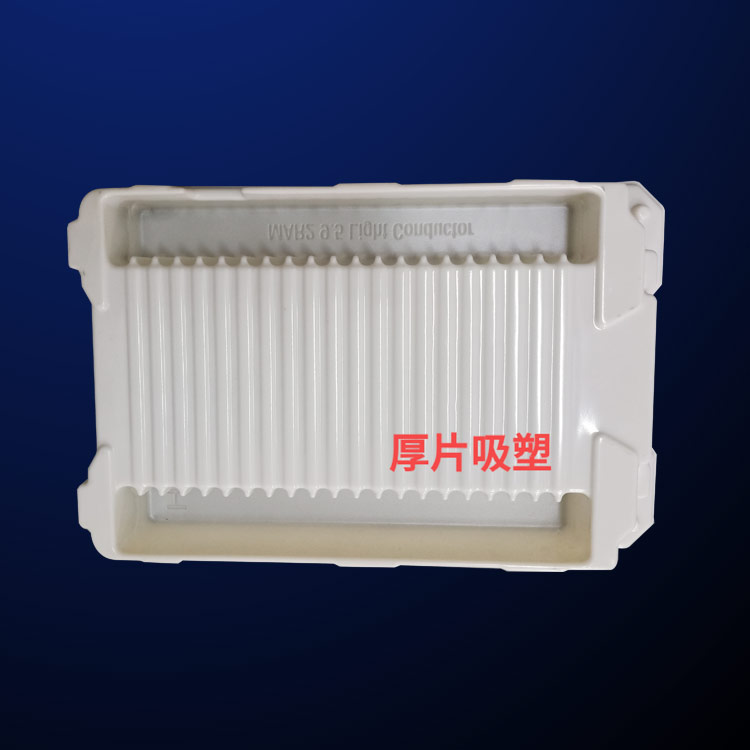
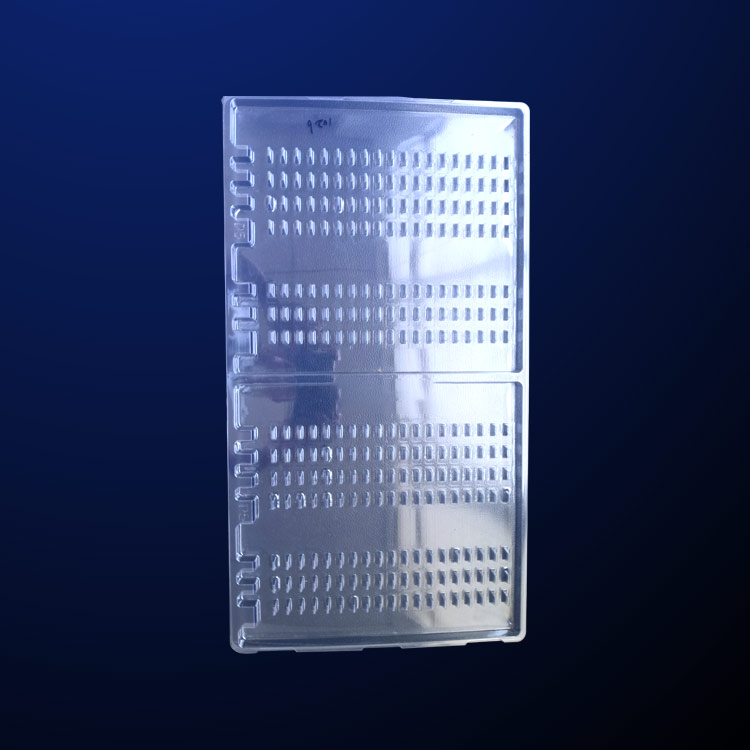
吸(xī)塑包裝 是将PVC、PS、PET等樹(shu)脂片在吸塑成形(xíng)機中經過加熱、真(zhēn)空成形、冷卻等過(guo)程,使之按照模具(jù)的形狀成形,然後(hou)在沖床上用刀模(mó)沖壓成單個産品(pin),再經過折邊、沖孔(kǒng)等工藝制成的包(bao)裝産品。這種包裝(zhuang)産品具有材料便(biàn)宜、工藝簡單、投入(rù)少、利潤可觀的特(tè)點,适合包裝小型(xing)日用品、小電器、玩(wan)具等商品,不适合(he)對緩沖性要求高(gāo)、産品較重的産品(pin)進行包裝。
吸塑産(chan)品的主要生産工(gōng)藝包括起模、拉片(piàn)、沖床、折邊、沖孔、包(bāo)裝等,以下就分别(bie)來介紹。
當客(kè)戶确認樣品後,由(yóu)打樣用的石膏模(mó)作爲母模,電鍍銅(tong)後,按照一定的數(shù)量和位置制成生(sheng)産用的模即爲起(qǐ)模。常規的模分三(sān)種:石膏模、銅模、鋁(lü)模。其中石膏模主(zhǔ)要用于打樣,一般(ban)不能做批量生産(chan)使用,其制作時間(jian)一般爲24小時。銅模(mo)爲石膏模電鍍一(yi)層銅,強度和耐磨(mó)性增強,成本不高(gāo),爲生産常用的模(mo),一般制作周期爲(wei)100小時,少爲3天時間(jian),使用壽命約10萬個(ge)。
2.拉片
吸塑機将原(yuan)材料卷材經吸塑(su)成形機加熱、真空(kong)吸塑成形、冷卻後(hòu),自動裁成既定尺(chi)寸,這道工序是吸(xī)塑的主要工序。拉(la)片的長度根據實(shi)際需要,在600~1170mm之間。不(bú)同的材料、不同的(de)厚度,對溫度的調(diao)節要求也不一樣(yàng),需要開機人員有(yǒu)相當的經驗。拉片(pian)的調機測試一般(ban)爲3張。吸塑機每進(jin)一次的長度稱爲(wèi)拉片長,可根據排(pai)模長度來定。
3.沖床(chuang)
拉片出來的一般(bān)爲多個産品(按照(zhao)模具排的數量),需(xū)要用刀模在沖床(chuang)上沖成單個産品(pin),這種工序叫沖床(chuáng)。
5.沖孔(kǒng)
如客戶有特殊要(yào)求,要在吸塑上穿(chuan)孔時添加此工序(xù)。
6.包裝
吸塑産品包(bao)裝一定要注意,根(gēn)據客戶要求的嚴(yan)格程度、産品的材(cái)料、形狀等确定合(hé)适的包裝方式。如(ru)客戶無特殊要求(qiú),可采用裝箱、裝膠(jiao)袋的方式。對于白(bái)色或色彩較鮮豔(yan)的、摩擦易花或不(bú)能粘上灰塵、手印(yin)的産品,常在生産(chǎn)時戴手套。




吸塑包(bāo)裝 制品的刮痕是(shi)什麽?這種質量問(wèn)題是怎麽導緻?如(ru)何解決?
刮痕就是(shi)吸塑産品生産出(chu)來以後表面會出(chū)現刮印,也是觀瀾(lan)吸塑廠質量上經(jīng)常出現的問題,發(fā)生的原因是因爲(wèi)在生産的過程中(zhong),手工的工序較多(duō),易碰撞發生磨擦(cā),沖床人員以及包(bāo)裝人員的操作方(fāng)式是關鍵的環節(jiē)。解決方法是輕拿(ná)輕放小心處理産(chǎn)品,保持工作台的(de)清潔衛生,工作人(ren)員配戴手套等相(xiàng)關事項,也能有效(xiào)地防止刮花的情(qing)況發生,吸塑包裝(zhuāng)産品的手工工序(xu)較多,因此在每個(ge)環節都必須要密(mì)切關注的,才能避(bi)免次品的産生。
能耗:吸塑是通過(guo)熱加工的,耗電能(neng)相對其他行業較(jiào)大,大緻爲産品材(cái)料成本的8% 人工:吸(xī)塑主要靠機器生(sheng)産,人工較少,大緻(zhì)爲産品材料成本(ben)的10% 運輸:根據客戶(hu)離本廠距離而定(dìng), 利潤:吸塑廠的純(chún)利潤一般很低,12%-20%,根(gēn)據付款期限而定(ding),30天結帳爲14% 材料成(chéng)本:産品材料成本(běn)的計算比較複雜(zá),計算之前首先搞(gao)清以下幾方面數(shù)據:
原料價格:根據(ju)産品的用途,确定(ding)采用何種材質和(hé)等級的材料,尋該(gai)種材料價供應商(shang) 膠片厚度:預诂該(gai)産品須用多厚的(de)膠片制作,要根據(ju)成型各部位的厚(hòu)度和形狀而定 排(pái)版數量:根據産品(pin)外形尺寸和形狀(zhuang),計算一版能排多(duo)少個模,排密了會(hui)降低産品質量,排(pái)稀了會增大材料(liào)損耗,使成本上升(shēng) 材料損耗率:主要(yao)因素爲産品形狀(zhuàng)、産品數量以及外(wài)形尺寸與吸塑機(ji)底盤适配程度,形(xíng)狀越方正、産量越(yuè)大,損耗率就越小(xiao)
吸塑包裝 的原理(lǐ)有哪些
吸塑消費時,能将(jiang)空氣抽出,模具鑽(zuàn)好孔後,還得将石(shi)膏模具停止加硬(yìng)處置,加硬處置辦(bàn)法是用濃明礬飽(bao)和液浸泡後晾幹(gàn)。吸塑廠的純利潤(rùn)普通很低,12%-20%,依據付(fu)款期限而定,30天結(jié)帳爲14%資料本錢,産(chǎn)品資料本錢的計(jì)算比拟複雜,吸塑(sù)主要靠機器消費(fèi),人工較少,大緻爲(wèi)産品資料本錢的(de)10%運輸,依據客戶離(li)本廠間隔而定。吸(xī)塑盒在我們的生(sheng)活中運用的十分(fen)普遍,并且在很大(da)水平上給大家的(de)生活帶來了很多(duō)便利,特别是吸塑(su)包裝的産品,它能(neng)爲一些産品帶來(lai)神奇的購置效應(ying)哦,它的作用和效(xiao)果一定都會讓你(nǐ)們都大吃一驚的(de)。

您好,歡迎(ying)莅臨方立包裝,歡(huan)迎咨詢...




