








1、 模壓吸塑包(bao)裝 門闆采用(yong)密度壓縮闆(pan),航美包覆門(men)闆基材升級(ji)爲實木基材(cai)或多層基材(cai)。
2、 模壓吸塑包(bāo)裝門闆表層(ceng)飾面隻有5面(miàn)包邊,航美包(bao)覆門闆360°包覆(fù),六面同色覆(fu)膜,沒有縫隙(xi)。
3、 模壓吸塑包(bāo)裝門闆背面(miàn)用紙,正反顔(yá)色不能做到(dào)一緻同色。四(sì)周有縫隙,容(rong)易翹邊。航美(měi)包覆門闆六(liu)面全是同色(se)的食品級樹(shu)脂材料。
5、 模(mó)壓吸塑包裝(zhuang)門闆市場上(shang)已經是大衆(zhong)化的産品,同(tong)質化嚴重。利(li)潤空間很低(dī),已經成了有(yǒu)量也沒有利(lì)潤的産品。
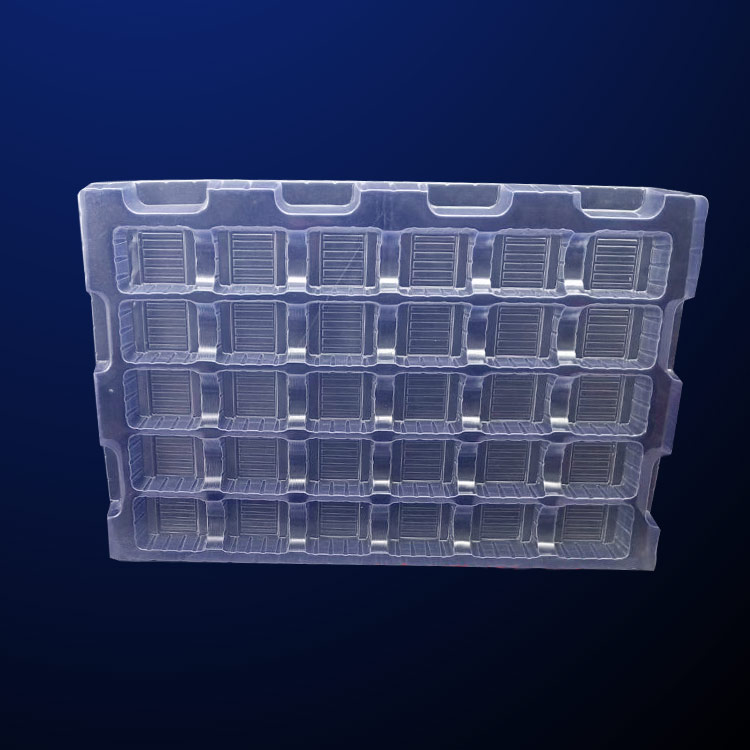





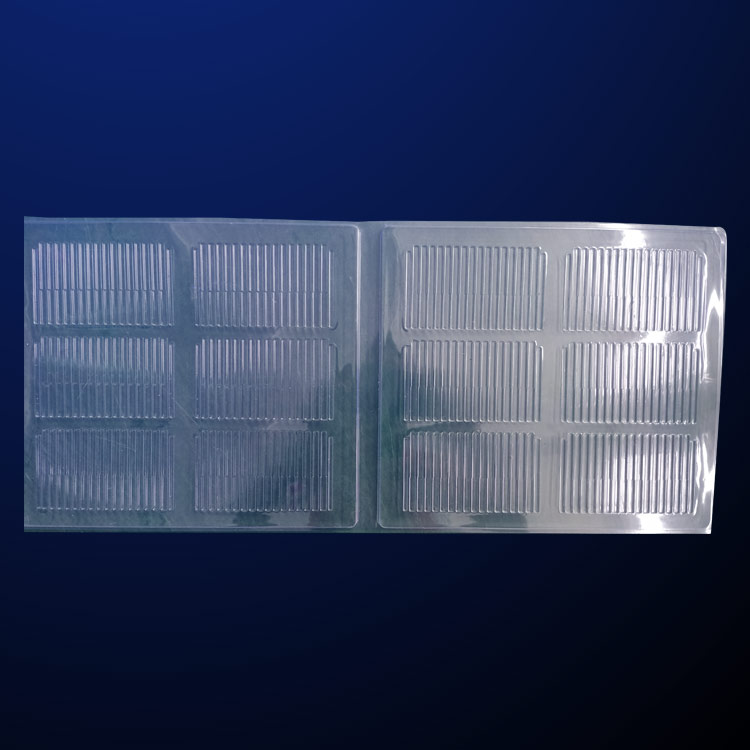
吸(xī)塑包裝 由于(yu)被包裝内容(róng)物可見,具有(you)良好的銷售(shòu)展示效果,在(zai)紙卡包裝生(sheng)産中應用廣(guang)泛。針對實際(ji)吸塑包裝生(sheng)産過程中主(zhu)要出現的産(chǎn)品吸塑性不(bú)良的故障,結(jie)合實際生産(chan)經驗,重點從(cóng)吸塑材料、吸(xī)塑工藝方法(fǎ)、吸塑設備加(jiā)工等方面分(fen)析了影響因(yīn)素。
随着消費(fèi)者自身消費(fei)與健康意識(shi)的提高,商品(pǐn)信息的具體(tǐ)化、透明化成(chéng)了消費者購(gòu)買商品時關(guan)注的重點。“少(shao)即是多”已作(zuò)爲包裝透明(míng)化精簡化的(de)要求,而吸塑(sù)包裝就是包(bāo)裝透明化一(yi)種包裝形式(shì),吸塑包裝由(yóu)于被包裝内(nèi)容物可見,具(ju)有良好的銷(xiāo)售展示效果(guǒ)。一般是将不(bu)規則物體通(tōng)過使用 PVC 或 PET 透(tòu)明泡罩對其(qí)加以密封防(fang)護,再将泡罩(zhao)與已塗敷吸(xī)塑油的紙卡(ka)(紙張)通過熱(rè)壓粘合在一(yi)起,形成完整(zhěng)規則透明的(de)包裝形式。泡(pao)罩的作用是(shì)對物體密封(fēng)固定;紙卡是(shi)對物體起支(zhī)撐作用,同時(shí)紙卡上還須(xū)印刷圖文信(xin)息;吸塑油在(zai)加熱的條件(jian)下,将泡罩和(he)紙卡牢固地(dì)粘合在一起(qǐ),保證儲運期(qī)間包裝的完(wan)整。
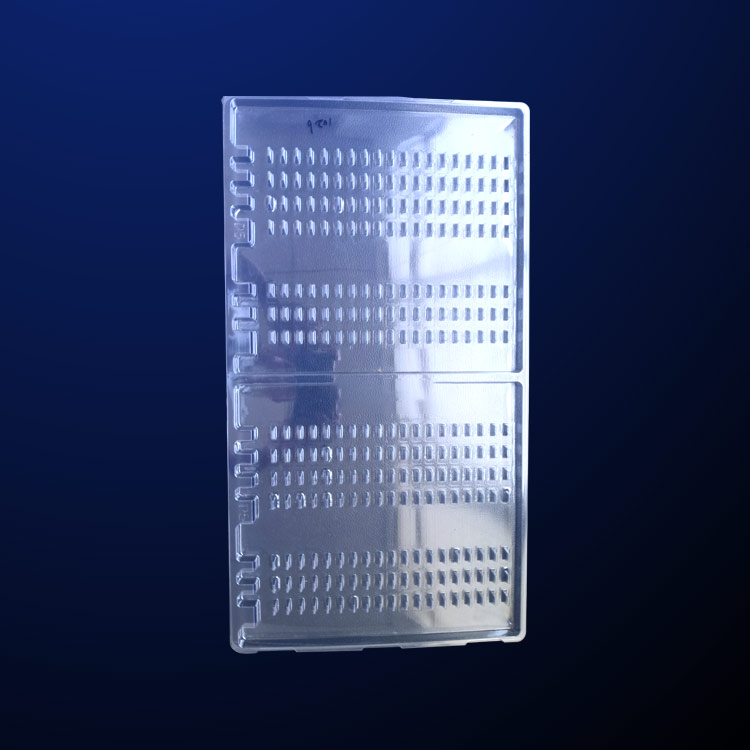
吸塑包裝(zhuang) 的吸塑熱合(hé)包裝工藝原(yuan)理:泡罩與已(yǐ)塗敷吸塑油(yóu)的紙卡通過(guò)定制的模具(jù)使用電加熱(rè)或高周波方(fang)式将泡罩與(yǔ)紙卡加熱,軟(ruan)化後的泡罩(zhao)與熔化後的(de)吸塑油在壓(ya)力作用下進(jin)行牢固的融(róng)合,冷卻後,泡(pao)罩、吸塑油、紙(zhǐ)卡形成一體(tǐ),完成吸塑包(bāo)裝過程。
在進(jin)行吸塑熱合(he)封裝時,吸塑(su)油被加熱至(zhì)軟化和産生(shēng)粘性(常溫狀(zhuang)态,吸塑油作(zuò)爲一種特種(zhǒng)光油塗層具(ju)備一般光油(you)塗層的特點(dian),即有一定的(de)光澤和耐磨(mó)性),如果任何(hé)一種材料低(dī)于其軟化點(dian),融合便不能(neng)有效發生,密(mì)封性會變得(dé)非常差。
·




